Обработка седел клапанов в головке цилиндров/ притирка клапанов БМВ 5 Е39
Обработка седел клапанов в головке цилиндров/ притирка клапанов
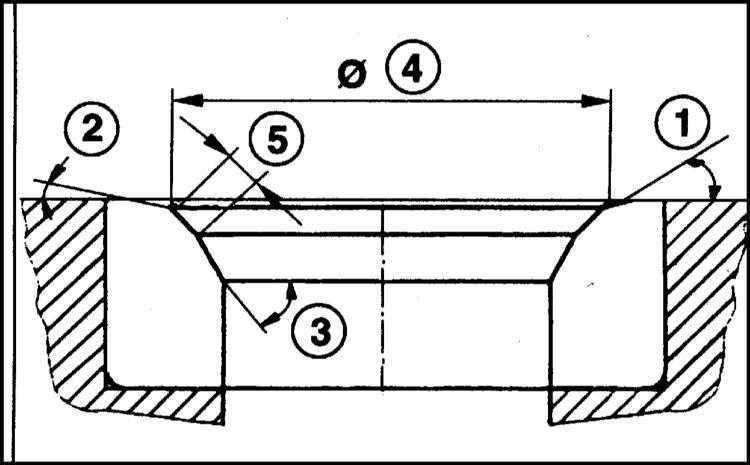
Обработка седел клапанов требуется в том случае, если они имеют следы износа и обгорания или, если обрабатывались направляющие. При этом необходимо соблюдать значения корректировочного угла и ширину фаски. Заменить седла, используя обычные технические средства невозможно, т. к. они устанавливались с охлаждением до - 150°С. Для обработки седла требуется специальный станок. Эта работа должна выполняться в условиях СТО. Значения углов обработки приведены в Спецификациях.
 |
|

Притирка седел
При правильно проведенной обработке седел клапанов и новых клапанах притирка седел в головке цилиндров не требуется.
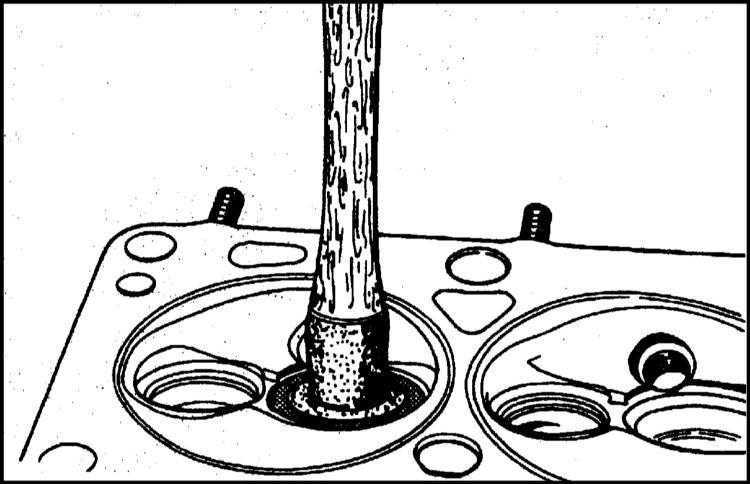
Клапаны должны притираться только мелкозернистой пастой. Для притирки применяется присоска, надеваемая на тарелку клапана. Во время притирки необходимо часто приподнимать клапан одновременно вращая его дальше. Это исключает образование борозд на притираемой поверхности.

| После притирки пасту необходимо тщательно удалить с клапана. |
1. Автомобили BMW 5-й серии
1.0 томобили BMW 5-й серии
1.1 Идентификационные номера автомобиля
1.2 Приобретение запасных частей
1.3 Технология обслуживания, инструмент и оборудование рабочего места
1.4 Поддомкрачивание и буксировка
1.5 Запуск двигателя от вспомогательного источника питания
1.6 Проверки готовности автомобиля к эксплуатации
1.7 Автомобильные химикалии, масла и смазки
1.8 Диагностика неисправностей
2. Инструкция по эксплуатации
2.0 Инструкция по эксплуатации
2.1 Органы управления, приборы и контрольные лампы
2.2 Запорные устройства и противоугонная сигнализация
2.3 Оборудование салона
2.4 Системы безопасности
2.5 Заправка топлива, запуск и остановка двигателя
2.6 Стояночный тормоз
2.7 Ручная коробка переключения передач (РКПП)
2.8 Автоматическая трансмиссия (АТ)*
2.9 Темпостат
2.10 Сигнализация аварийного сближения при парковке (PDC)*
2.11 Система автоматической стабилизации устойчивости с регулятором тягового усилия (ASC+T)
2.12 Электронная регулировка жесткости амортизации (EDC)* и регулировка дорожного просвета
2.13 Освещение
2.14 Системы отопления и вентиляции
2.15 Автоматический кондиционер*
2.16 Автономные системы отопления и вентиляции
2.17 Система самодиагностики*
2.18 Путевой компьютер
2.19 Обкатка
2.20 Каталитический преобразователь
2.21 Антиблокировочная система тормозов (ABS)
2.22 Движение с прицепом
2.23 Багажник на крыше
2.24 Автомобильный телефон*
2.25 Радиоприем
2.26 Переналадка фар
2.27 Капот
2.28 Автомобильный радиоприемник
2.29 Аудиосистема типа Hi-Fi с DSP*
2.30 Знак аварийной остановки*
2.31 Аптечка*
3. Текущий уход и обслуживание
3.0 Текущий уход и обслуживание
3.1 График текущего обслуживания
3.2 Введение
3.3 Текущий уход
3.4 Общая информация о настройке
3.5 Проверка уровней жидкостей
3.6 Проверка состояния шин и давления в них
3.7 Замена двигательного масла и масляного фильтра
3.8 Проверка и регулировка оборотов холостого хода двигателя и уровня СО
3.9 Замена элемента воздушного фильтра
3.10 Замена фильтра воздуха салона
3.11 Проверка тормозной системы
3.12 Визуальный контроль днища и элементов кузова
3.13 Проверка уровня жидкости системы гидроусиления руля
3.14 Колеса и шины. Ротация, замена, балансировка и уход. Снежные цепи. “Секретки” колес. Устранение дрожания руля.
3.15 Проверка состояния и замена шлангов двигательного отсека
3.16 Проверка состояния приводных ремней
3.17 Проверка состояния батареи, уход за ней и зарядка. Замена элемента питания брелка ДУ
3.18 Проверка и замена свечей зажигания
3.19 Проверка топливной системы. Зимняя эксплуатация Дизеля
3.20 Проверка функционирования системы охлаждения
3.21 Проверка состояния системы выпуска отработавших газов
3.22 Проверка состояния компонентов подвески и рулевого управления
3.23 Проверка состояния защитных чехлов приводных валов
3.24 Смазка запорных устройств
3.25 Визуальная проверка ремней безопасности
3.26 Проверка состояния и замена щеток стеклоочистителей
3.27 Замена тормозной жидкости
3.28 Замена жидкости системы охлаждения. Проверка морозоустойчивости охладителя. Визуальная проверка системы охлаждения
3.29 Удаление отстоя, замена топливного фильтра. Удаление воздуха из топливной системы дизельного двигателя
3.30 Замена трансмиссионного масла ручной коробки переключения передач
3.31 Замена смазочной жидкости дифференциала
3.32 Проверка толщины ведомого диска сцепления
4. Двигатель
4.0 Двигатель
4.1. Процедуры ремонта двигателя
4.2. Система смазки двигателя
5. Системы охлаждения, отопления
5.0 Системы охлаждения, отопления
5.1. Система охлаждения
5.2. Отопитель
5.3. Кондиционер воздуха
6. Системы питания и выпуска
6.0 Системы питания и выпуска
6.1. Система питания
6.2. Система впрыска бензинового двигателя
6.3. Система питания дизельного двигателя
6.4. Система выпуска отработавших газов
7. Электрооборудование двигателя
7.0 Электрооборудование двигателя
7.1. Система зажигания
7.2. Система преднакала дизельного двигателя
7.3. Системы заряда и запуска
8. Ручная коробка передач
8.0 Ручная коробка передач
8.1 Снятие и установка РКПП и АТ
8.2 Снятие и установка рычага переключения передач
9. Автоматическая трансмиссия
9.0 Автоматическая трансмиссия
9.1 Снятие и установка автоматической трансмиссии
9.2 Регулировка привода переключения передач
9.3 Проверка уровня и замена масла автоматической трансмиссии
10. Сцепление и приводные валы
10.0 Сцепление и приводные валы
10.1. Сцепление
10.2. Приводные валы
11. Тормозная система
11.0 Тормозная система
11.1 Антиблокировочная система
11.2 Снятие и установка передних тормозных колодок
11.3 Снятие и установка тормозного диска/ суппорта переднего тормоза
11.4 Снятие и установка задних тормозных колодок
11.5 Снятие и установка задних тормозных суппортов
11.6 Снятие и установка тормозного диска задних колес
11.7 Измерение толщины тормозного диска
11.8 Тормозная жидкость
11.9 Удаление воздуха из тормозной системы
11.10 Замена тормозных трубопроводов
11.11 Замена переднего тормозного шланга
11.12 Проверка вакуумного усилителя тормоза
11.13 Снятие и установка тормозных колодок стояночного тормоза
11.14 Регулировка стояночного тормоза
11.15 Снятие и установка рычага стояночного тормоза
11.16 Снятие и установка троса стояночного тормоза
11.17 Проверка и замена выключателя стоп-сигнала
12. Подвеска и рулевое управление
12.0 Подвеска и рулевое управление
12.1. Передняя подвеска
12.2. Задняя подвеска
12.3. Рулевое управление
13. Кузов
13.0 Кузов
13.1 Уход за кузовом
13.2 Уход за изготовленными из винила панелями отделки
13.3 Уход за обивкой и ковриками салона
13.4 Ремонт незначительных повреждений кузовных панелей
13.5 Ремонт значительных повреждений кузова
13.6 Кузовные зазоры
13.7 Снятие и установка переднего бампера
13.8 Снятие и установка амортизаторов переднего бампера
13.9 Снятие и установка заднего бампера
13.10 Снятие и установка амортизатора заднего бампера
13.11 Снятие и установка переднего крыла
13.12 Снятие и установка капота
13.13 Регулировка положения капота
13.14 Снятие и установка крышки багажника
13.15 Регулировка положения крышки багажника
13.16 Снятие и установка задней облицовки багажника
13.17 Снятие и установка замка крышки багажника/ цилиндра замка
13.18 Снятие и установка газонаполненного упора капота/ крышки багажника
13.19 Замена накладки/ фирменной надписи
13.20 Снятие, установка и регулировка двери
13.21 Снятие и установка облицовки двери
13.22 Снятие и установка дверного замка
13.23 Снятие и установка наружной ручки двери
13.24 Снятие и установка цилиндра замка
13.25 Снятие и установка электродвигателя/ микровыключателя единого замка
13.26 Снятие, установка и регулировка дверного стекла
13.27 Снятие и установка электрического стеклоподъемника
13.28 Снятие и установка наружного зеркала
13.29 Снятие и установка стекла зеркала
13.30 Снятие и установка корпуса наружного зеркала
13.31 Снятие и установка внутреннего зеркала
13.32 Снятие и установка центральной консоли
13.33 Снятие и установка электродвигателя сдвижной панели люка крыши
13.34 Снятие и установка переднего сиденья
13.35 Устройство натяжения ремня безопасности
13.36 Меры безопасности при обращении с устройством натяжения ремня
13.37 Предохранение устройства натяжения ремня
13.38 Снятие и установка заднего сиденья
13.39 Снятие и установка полки под головной убор
13.40 Снятие и установка жалюзи заднего стекла
14. Бортовое электрооборудование
14.0 Бортовое электрооборудование
14.1 Диагностика неисправностей бортового электрооборудования - общая информация
14.2 Предохранители
14.3 Плавкие вставки
14.4 Прерыватели цепи (тепловые реле)
14.5 Реле
14.6 Проверка реле
14.7 Проверка ламп накаливания
14.8 Проверка электродвигателей
14.9 Проверка электрических выключателей
14.10 Проверка выключателей ламп и электродвигателей
14.11 Проверка датчиков
14.12 Проверка электродвигателя стеклоочистителя
14.13 Проверка стоп-сигнала
14.14 Проверка обогревателя заднего стекла
14.15 Снятие и установка выключателя
14.16 Снятие и установка датчика температуры
14.17 Снятие, установка и проверка звукового сигнала
14.18 Инициализация дистанционного управления единым замком
14.19 Регулировка дальности света фар
14.20 Снятие и установка электродвигателя регулировки дальности света
14.21 Замена предохранителей
14.22 Расположение предохранителей
14.23 Приборы освещения
14.24 Замена ламп накаливания
14.25 Снятие и установка фары
14.26 Регулировка фар
14.27 Снятие и установка заднего фонаря
14.28 Приборы управления
14.29 Снятие и установка блока панели приборов
14.30 Замена ламп блока панели приборов
14.31 Снятие и установка выключателя сигналов поворота/ стеклоочистителя
14.32 Снятие и установка радиоприемника
14.33 Стеклоочиститель
14.34 Замена щеток стеклоочистителя
14.35 Снятие, установка и регулировка сопел стеклоомывателя
14.36 Снятие и установка привода стеклоочистителя/ крышки
14.37 Снятие и установка электродвигателя стеклоочистителя
14.38 Проверка и замена насоса стеклоомывателя
14.39 Работа с электрическими схемами
15. Схемы электрооборудования
15.0 Схемы электрооборудования
15.1 Свечи накаливания, реле свечей накаливания
15.2 Инжектор 5 + 6 (520i)
15.3 Датчик температуры всасываемого воздуха
15.4 Топливная система
15.5 Servotronik
15.6 Звуковые сигналы
15.7 Выключатель стеклоочистителя
15.8 Управление очистителями-омывателями стекол
15.9 Наружное зеркало без памяти (сторона водителя)
15.10 Наружное зеркало без памяти (сторона переднего пассажира)
15.11 Неослепляющее наружное зеркало
15.12 Питание К-шины, неослепляющее внутреннее зеркало
15.13 Переключатель сигналов поворота
15.14 Выключатель аварийной сигнализации
15.15 Световые приборы передние
15.16 Противотуманные фары
15.17 Регулировка дальности света (ручная)
15.18 Указатель поворота левый
15.19 Задние фонари
15.20 Стоп-сигналы
15.21 Стоп-сигнал (высокорасположенный)
15.22 Выключатель стоп-сигналов
15.23 Фонари освещения номерного знака
15.24 Заднее освещение внутреннее левое
15.25 Освещение косметического зеркала
15.26 Розетка зарядки, освещение ящика кассет
15.27 Питание CD-чейнджера (многодискового проигрывателя)
15.28 Антенна на заднем стекле
15.29 Система управления двигателем и разъем блока управления. Модели 520i, 523i, 528i
15.30 Система антиблокировки тормозов и разъем блока управления ABS. Все модели
15.31 Принципиальная схема коммутации 20-контактного диагностического разъема
15.32 Осциллограммы сигналов на выводах разъема блока управления двигателем
15.33. Система бортовой диагностики