Головка блока цилиндров Хендай Соната
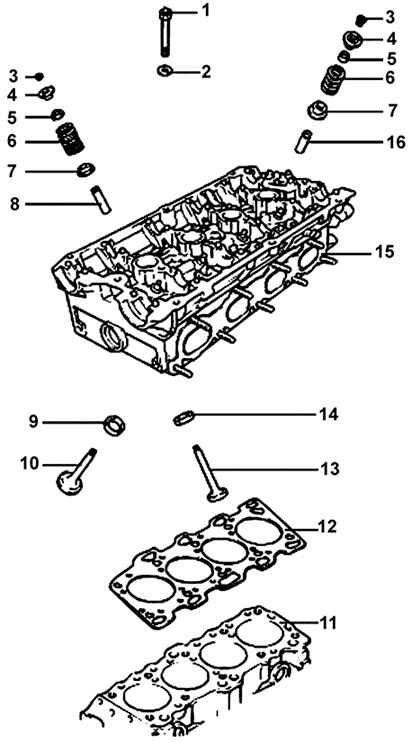 | Рис. 2.33. Головка блока цилиндров: 1 – болт крепления головки цилиндров, 63 Н·м +ослабить все болты +20 Н·м +довернуть на угол 90° +довернуть на угол 90°; 2 – шайба; 3 – сухари; 4 – тарелка пружины; 5 – маслосъемный колпачок; 6 – пружина; 7 – седло пружины; 8 – направляющая втулка выпускного клапана; 9 – седло впускного клапана; 10 – впускной клапан; 11 – блок цилиндров; 12 – прокладка головки блока цилиндров; 13 – выпускной клапан; 14 – седло выпускного клапана; 15 – головка блока цилиндров; 16 – направляющая втулка впускного клапана
|
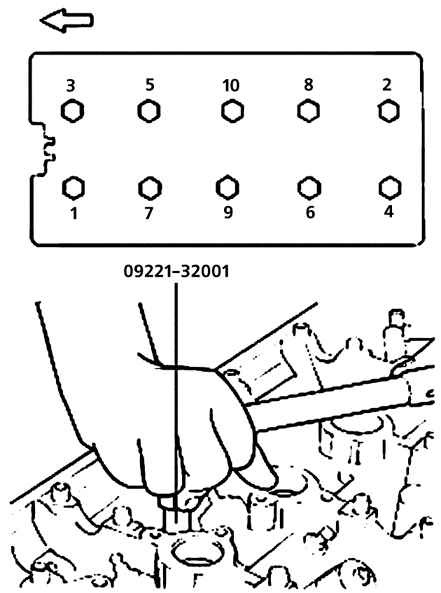 | Рис. 2.34. Последовательность выворачивания болтов крепления головки блока цилиндров
|
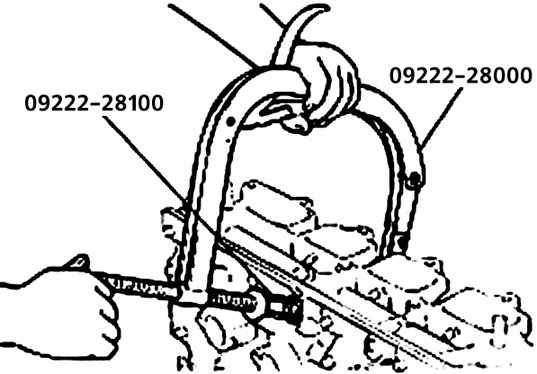 | Рис. 2.35. Использование специальных приспособлений для сжатия пружины клапана
|
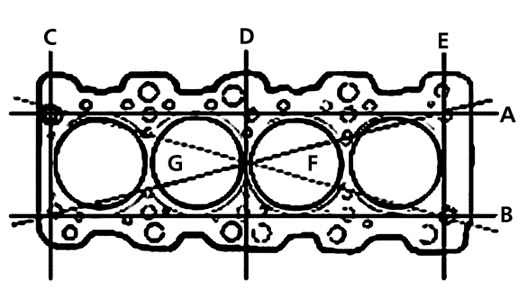 | Рис. 2.36. Направления измерения плоскостности привалочной поверхности головки блока цилиндров
|
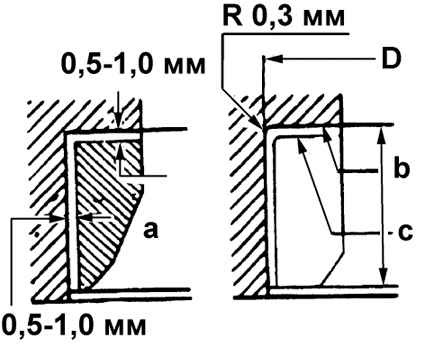 | Рис. 2.37. Зона срезания стенки старого вставного седла и размеры расточки гнезда седла: а – зона срезания; b – новое отверстие; с – старое отверстие; D – диаметр седла
|
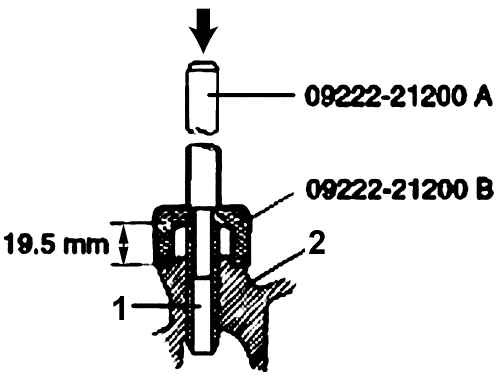 | Рис. 2.38. Использование специальных инструментов 09222– 21200 A и 09222– 21200 В для выпрессовки направляющей (1) клапана из головки (2) блока цилиндров
|
| ПРЕДУПРЕЖДЕНИЕ Запрессовывайте направляющую втулку клапана только увеличенного размера. |
 | Рис. 2.39. Использование приспособления 09222– 22001 (1) для установки маслосъемного колпачка (2) на направляющую клапана и седло (3) пружины клапана
|
| ПРЕДУПРЕЖДЕНИЕ Перед установкой тщательно протрите каждую деталь. На поверхности вращения и скольжения нанесите моторное масло. |
| ПРЕДУПРЕЖДЕНИЕ Не используйте повторно старые маслосъемные колпачки. Неправильная установка маслосъемного колпачка может привести к утечке масла через направляющую втулку клапана. |
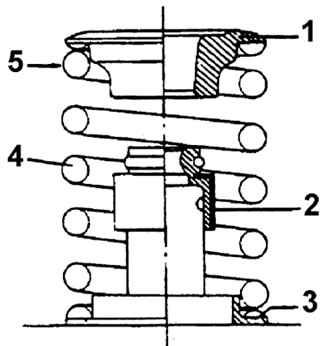 | Рис. 2.40. Расположение пружины клапана: 1 – держатель пружины; 2 – маслосъемный колпачок; 3 – седло пружины; 4 – пружина клапана; 5 – витки пружины, покрытые эмалью
|
| ПРЕДУПРЕЖДЕНИЕ Когда пружина сжата, проверьте, чтобы маслосъемный колпачок не был прижат к основанию сухарей. |
| ПРЕДУПРЕЖДЕНИЕ Измерьте длину каждого болта крепления головки блока цилиндров. Максимальная допустимая длина составляет 99,4 мм |
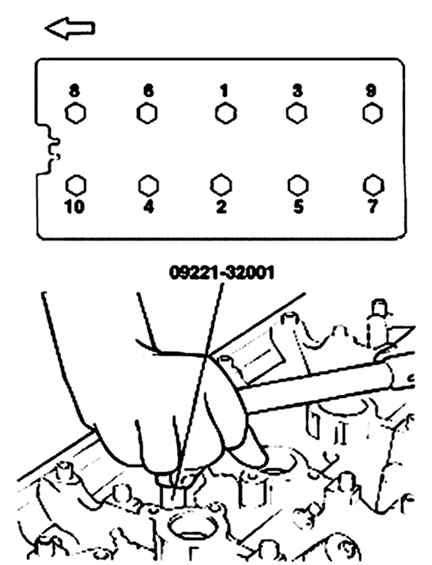 | Рис. 2.41. Последовательность затяжки болтов крепления головки блока цилиндров
|
1. Общие сведения
1.0 Общие сведения
1.1 Идентификация автомобиля
1.2 Общие рекомендации по проведению обслуживания и ремонта
1.3 Измерение габаритных размеров
1.4 Некоторые рекомендации по эксплуатации автомобиля
1.5 Техническое обслуживание
2. Двигатель
2.0 Двигатель
2.1. Двигатели DOHC 2,0 и 2,4 л
2.2. Двигатели V6 2,7 л
2.3. Система смазки
2.4. Система охлаждения
2.5. Система зажигания
2.6. Система питания
2.7. Система снижения токсичности отработавших газов
3. Трансмиссия
3.0 Трансмиссия
3.1. Сцепление
3.2. Механическая коробка передач
3.3. Автоматическая коробка передач
3.4. Валы привода колес
4. Рулевое управление
4.0 Рулевое управление
4.1 Общие сведения
4.2 Технические данные и характеристика рулевого управления
4.3 Эксплуатационные материалы
4.4 Проверка неисправностей
4.5 Сервисные проверки и регулировки
4.6. Элементы рулевого управления
4.7 Электронная система рулевого управления EPS
5. Ходовая часть
5.0 Ходовая часть
5.1 Общие сведения
5.2 Технические данные подвесок
5.3 Смазочные материалы
5.4 Данные для технического обслуживания
5.5 Проверка неисправностей
5.6. Передняя подвеска
5.7. Задняя подвеска
5.8. Колеса и шины
6. Тормозная система
6.0 Тормозная система
6.1 Общие сведения
6.2 Технические данные
6.3 Проверка неисправностей
6.4 Проверки и регулировки
6.5 Тормозная жидкость
6.6 Антиблокировочная система тормозов
6.7 Элементы тормозной системы
6.8 Передние дисковые тормоза
6.9 Задние дисковые тормоза
7. Кузов
7.0 Кузов
7.1 Технические данные
7.2 Проверка неисправностей
7.3 Общие сведения
7.4 Уход за кузовом
7.5 Ремонт небольших повреждений кузова
7.6 Антикоррозионная защита и мойка автомобиля
7.7. Наружные элементы кузова
7.8. Элементы салона
7.9 Ветровое стекло
8. Дополнительная система безопасности
8.0 Дополнительная система безопасности
8.1 Общие сведения
8.2 Подушки безопасности
8.3 Ремни безопасности
9. Системы обогрева, вентиляции и кондициони-рования воздуха
9.0 Системы обогрева, вентиляции и кондициони-рования воздуха
9.1 Общие сведения
9.2 Технические данные и характеристики
9.3 Проверка неисправностей
9.4. Система кондиционирования воздуха
10. Электрооборудование
10.0 Электрооборудование
10.1 Электрические цепи
10.2. Система электроснабжения
10.3. Система электропуска
10.4 Система круиз-контроля
10.5 Многофункциональный переключатель
10.6 Звуковой сигнал
10.7 Электронная предупредительная сигнализация
10.8 Предохранители и реле
10.9. Контрольно-измерительные приборы и датчики
11. Схемы электрооборудования
11.0 Схемы электрооборудования