Блок цилиндров Киа Маджентис
ПОРЯДОК ВЫПОЛНЕНИЯ | |
|
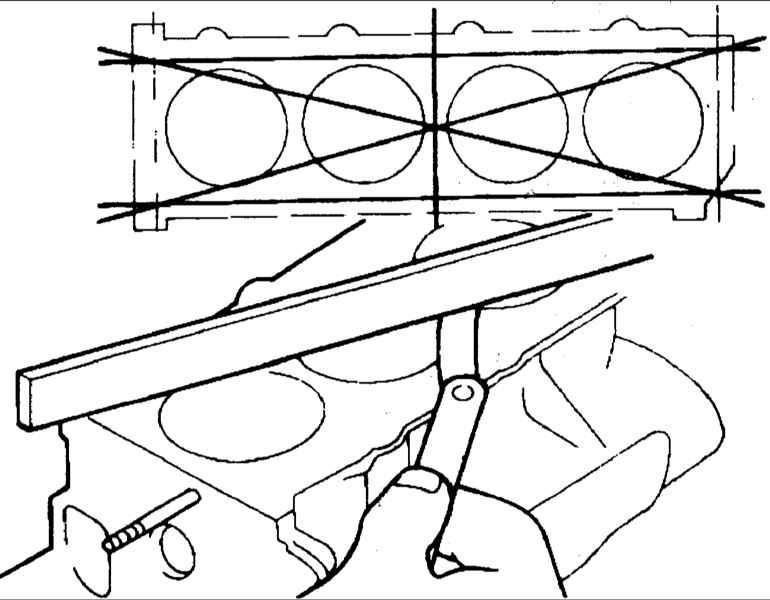
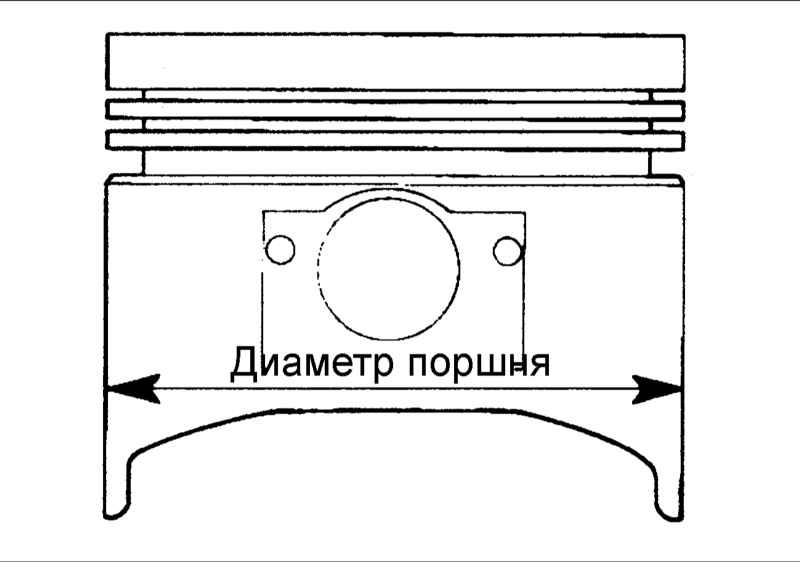
Проверка
ПОРЯДОК ВЫПОЛНЕНИЯ | |||||||
|
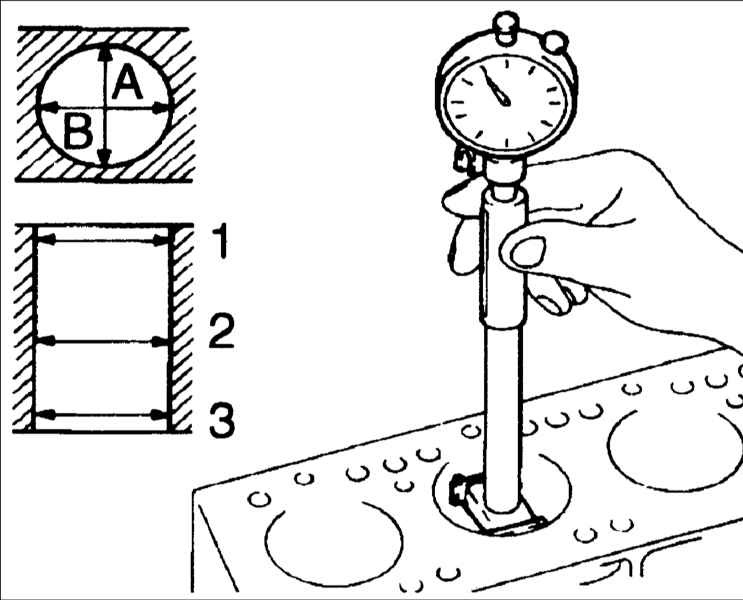
Расточка цилиндров
ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||||||||||||
|
Сборка
ПОРЯДОК ВЫПОЛНЕНИЯ | |
|
1. Двигатели
1.0 Двигатели
1.1. Двигатели 2,0 л DOHC
1.2. Двигатели V6 2,5 л
2. Система смазки
2.0 Система смазки
2.1 Технические данные
2.2 Выбор моторного масла
2.3 Проверка уровня моторного масла 2,0 л DOHC
2.4 Проверка уровня моторного масла V6 2,5 л
2.5 Замена моторного масла 2,0 л DOHC
2.6 Замена моторного масла V6 2,5 л
2.7 Замена масляного фильтра 2,0 л DOHC
2.8 Передняя крышка и масляный насос 2,0 л DOHC
2.9 Масляный насос и масляный поддон V6 2,5 л
3. Система охлаждения
3.0 Система охлаждения
3.1 Технические данные
3.2 Охлаждающая жидкость
3.3 Проверка герметичности системы охлаждения
3.4 Проверка крышки радиатора под давлением
3.5 Проверка плотности охлаждающей жидкости
3.6 Радиатор
3.7 Вентилятор радиатора
3.8 Водяной насос двигателя DOHC
3.9 Водяной насос двигателя V6
4. Контроль и снижение токсичности
4.0 Контроль и снижение токсичности
4.1 Система вентиляции картера (PCV)
4.2 Проверка клапана вентиляции картера PCV
4.3 Система улавливания паров топлива
4.4 Канистра с активированным углем
4.5 Электромагнитный клапан очистки канистры с активированным углем
4.6 Крышка топливоналивной горловины
4.7 Система выпуска отработавших газов автомобилей с каталитическим нейтрализатором
4.8 Поиск и устранение неисправностей
4.9 Система впрыска топлива MFI
5. Топливная система
5.0 Топливная система
5.1 Технические данные
5.2 Многоточечная система впрыска топлива (MFI)
5.3 Проверки системы впрыска MFI
5.4 Контрольная лампа неисправностей (MIL)
5.5 Диагностические коды неисправностей
5.6 Датчик температуры охлаждающей жидкости (ECT)
5.7 Датчик абсолютного давления во впускном коллекторе (MAF) с датчиком IAT
5.8 Измеритель расхода воздуха (MAF)
5.9 Датчик температуры поступающего в двигатель воздуха (IAT)
6. Система зажигания
6.0 Система зажигания
6.1 Технические данные
6.2 Общая информация
6.3 Катушка зажигания двигателя 2,5 л V6
6.4 Катушка зажигания двигателя 2,0 л
6.5 Замок зажигания
6.6 Свечи зажигания
6.7 Высоковольтные провода
6.8 Установка высоковольтных проводов (двигатель V6)
6.9 Проверка свечей зажигания
7. Сцепление
7.0 Сцепление
7.1 Технические данные
7.2 Прокачка гидравлической системы привода сцепления
7.3 Педаль сцепления
7.4 Главный цилиндр, трубка и шланг сцепления
7.5 Главный цилиндр сцепления
7.6 Рабочий цилиндр сцепления
7.7 Кожух и диски сцепления
7.8 Поиск и устранение неисправностей
8. Коробка передач
8.0 Коробка передач
8.1. Механическая коробка передач
8.2. Автоматическая коробка передач
9. Приводные валы, оси
9.0 Приводные валы, оси
9.1 Технические данные
9.2 Приводной вал
9.3 Приводной вал со ШРУСами шарикового типа и Birfield типа
9.4 Приводной вал со ШРУСами Birfield (B)
9.5 Центральный подшипник и внутренний приводной вал
9.6 Поворотный кулак и ступица переднего колеса
9.7 Задняя ось
9.8 Поиск и устранение неисправностей
10. Подвеска
10.0 Подвеска
10.1 Технические данные
10.2 Стойка передней подвески
10.3 Нижний рычаг передней подвески
10.4 Верхний рычаг передней подвески
10.5 Амортизатор задней подвески
10.6 Замена верхнего рычага задней подвески
10.7 Замена продольного рычага задней подвески
10.8 Замена поддерживающего рычага задней подвески
10.9 Замена центрального рычага задней подвески
11. Рулевое управление
11.0 Рулевое управление
11.1 Технические данные
11.2 Проверка свободного хода рулевого колеса
11.3 Проверка угла поворота передних колес
11.4 Проверка возврата рулевого колеса в исходное положение
11.5 Проверка крутящего момента цапфы шарового шарнира наконечника рулевой тяги
11.6 Проверка уровня жидкости
11.7 Замена жидкости в гидравлическом приводе гидроусилителя руля
11.8 Прокачка гидравлической системы усилителя рулевого управления
11.9 Проверка натяжения ремня привода насоса гидроусилителя руля
12. Тормозная система
12.0 Тормозная система
12.1 Технические данные
12.2 Антиблокировочная система тормозов
12.3 Проверка и регулировка положения педали тормоза
12.4 Проверка вакуумного усилителя тормозов
12.5 Прокачка гидравлической системы привода тормозов
12.6 Прокачка гидравлической системы привода тормозов с использованием сканера
12.7 Регулировка хода стояночного тормоза
12.8 Педаль тормоза
12.9 Главный тормозной цилиндр
13. Кузов
13.0 Кузов
13.1 Технические данные
13.2 Передний бампер
13.3 Задний бампер
13.4 Капот
13.5 Звуковой сигнал
13.6 Реле звукового сигнала
13.7 Внешние осветительные приборы
13.8 Фара
13.9 Верхний стоп-сигнал
14. Система кондиционирования
14.0 Система кондиционирования
14.1 Технические данные
14.2 Обслуживание системы кондиционирования воздуха
14.3 Замечания при замене элементов системы кондиционирования воздуха
14.4 Соединение элементов системы кондиционирования воздуха
14.5 Соединение элементов с направляющим штифтом
14.6 Установка манометров для измерения давления
14.7 Откачка атмосферного воздуха из системы кондиционирования
14.8 Подсоединение выпускного клапана к баллону с хладагентом
14.9 Зарядка системы кондиционирования воздуха
15. Электрическое оборудование
15.0 Электрическое оборудование
15.1 Технические данные
15.2 Система зарядки
15.3 Проверка падения напряжения на проводе, соединяющем аккумуляторную батарею с генератором (двигатель V6)
15.4 Проверка тока, вырабатываемого генератором
15.5 Проверка вырабатываемого напряжения
15.6 Проверка падения напряжения на проводе, соединяющем аккумуляторную батарею с генератором (двигатель 2,0 л)
15.7 Проверка тока, вырабатываемого генератором (двигатель 2,0 л)
15.8 Проверка вырабатываемого напряжения (двигатель 2,0 л)
15.9 Генератор
16. Электрические схемы
16.0 Электрические схемы
16.1 Сиcтема запуска
16.2 Система зарядки
16.3 Блок управления двигателем (ECU)
16.4 Блок управления двигателем
16.5 Блок управления двигателем, коробкой передач (ECU/TCU)
16.6 Система охлаждения
16.7 Антиблокировочная система тормозов (ABS)
16.8 Стеклоочиститель и стеклоомыватель
16.9 Омыватель фар