- Автопортал
- Руководство по ремонту Киа Маджентис 2000-2006 г.в.
- Головка блока цилиндров, клапана и пружины клапанов
Головка блока цилиндров, клапана и пружины клапанов Киа Маджентис
Снятие
|
| 1. Слейте охлаждающую жидкость и отсоедините верхний шланг радиатора.
2. Снимите широкий шланг и воздухозаборник, расположенный между воздушным фильтром и крышкой головки.
3. Снимите вакуумный шланг, шланг подачи топлива и шланг охлаждающей жидкости.
4. Снимите впускной коллектор.
5. Снимите со свечей зажигания наконечники высоковольтных проводов.
6. Снимите катушку зажигания.
7. Снимите верхние и нижний кожухи зубчатого ремня.  | 8. Снимите зубчатый ремень и звездочки распределительных валов. | 9. Снимите теплозащитный экран и выпускной коллектор.
10. Снимите шкив водяного насоса и крышку.
11. Снимите распределительные валы, управляющие впускными и выпускными клапанами. 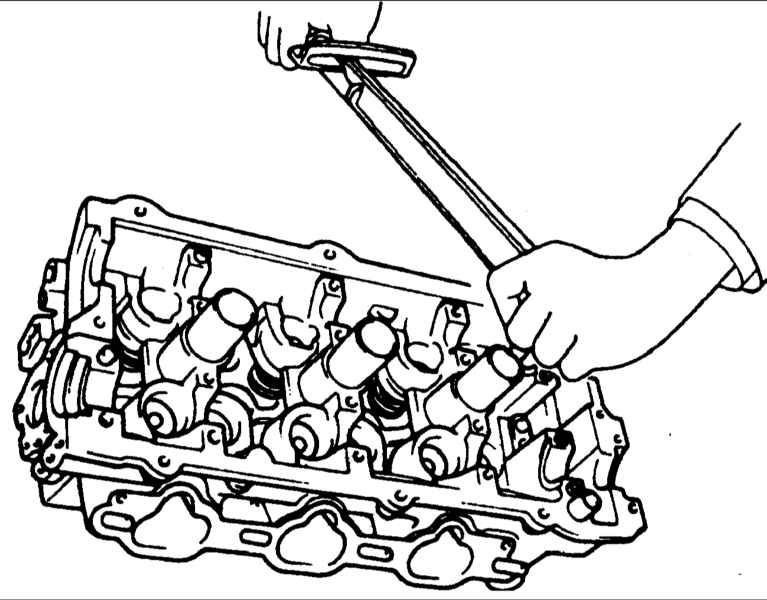 | 12. Специальным инструментом с гнездом на 12 мм в определенной последовательности за 2–3 прохода выверните болты крепления головки блока цилиндров. |
13. Удалите остатки прокладки головки блока цилиндров с блока цилиндров и головки блока цилиндров.  | При удалении остатков прокладки соблюдайте осторожность, чтобы они не попали в каналы блока цилиндров. |
|
|
Проверка
Головка блока цилиндров
|
| 1. Очистите головку блока цилиндров от нагара и герметика. Сжатым воздухом продуйте каналы для подачи смазки.
2. Осмотрите головку блока цилиндров на отсутствие повреждений, трещин, утечек масла и охлаждающей жидкости. При необходимости, замените головку цилиндров.  | 3. Металлической линейкой и щупом проверьте плоскостность головки блока цилиндров.
Отклонение от плоскостности головки блока цилиндров: 0,03 мм
Максимальное отклонение от плоскостности головки блока цилиндров : 0,20 мм
|
|
|
Направляющие втулки клапана
|
 | Проверьте зазор между стержнем и направляющей втулкой клапана. Если зазор превышает предельно допустимое значение, замените направляющую втулку клапана на втулку увеличенного ремонтного размера.
Зазор между стержнем и направляющей втулкой клапана: - Впускные клапана: 0,02–0,05 мм
- Выпускные клапана: 0,035–0,065 мм
Предельно допустимый зазор между стержнем и направляющей втулкой клапана: - Впускные клапана: 0,1 мм
- Выпускные клапана: 0,15 мм
|
|
|
Клапана
|
 | 1. Осмотрите каждый клапан на наличие износа, повреждений и деформации и, при необходимости, отремонтируйте или замените его.
Если торец стержня изъеден или изношен, по мере необходимости восстановите фаски. Это восстановление должно быть ограничено минимальным снятием металла.
| 2. Проверьте поверхность рабочей фаски клапана и восстановите ее или замените клапан.
3. Замените клапан, если толщина кромки головки клапана менее допустимой. Толщина кромки головки клапана : - Впускные клапана: 1,0 мм
- Выпускные клапана: 1,3 мм
Предельно допустимая толщина кромки головки клапана : - Впускные клапана: 0,5 мм
- Выпускные клапана: 0,8 мм
|
|
Пружина клапана
|
|
1. Измерьте длину пружины в свободном состоянии. 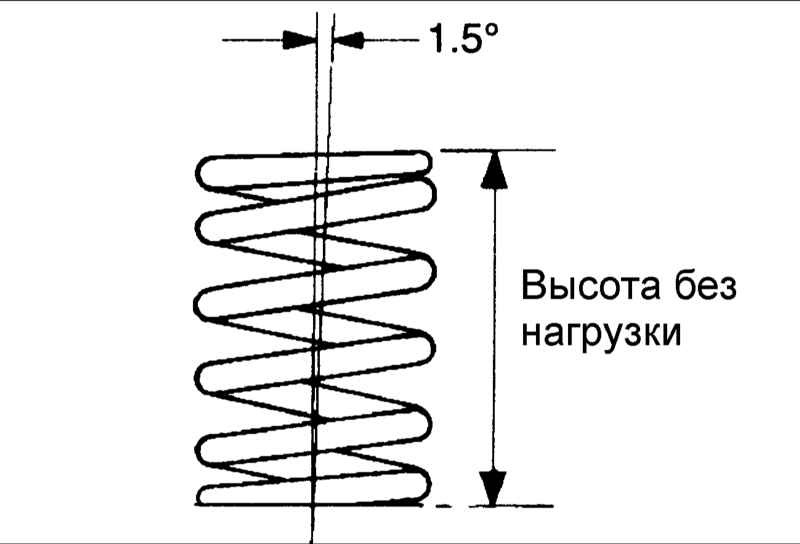 | 2. Установите пружину на плоскую горизонтальную поверхность и измерьте отклонение верхней части пружины от вертикальной плоскости. - Длина пружины без нагрузки: 42,5 мм
- Длина пружины под нагрузкой 21,9 кг: 35 мм
- Допустимое отклонение пружины от вертикальной плоскости: не более 1,5°
- Предельно допустимая длина пружины без нагрузки: 41,5 мм
- Предельно допустимая длина пружины под нагрузкой 21,9 кг: 34 мм
- Предельно допустимое отклонение пружины от вертикальной плоскости: не более 3°
|
|
|
Вставное седло клапана
|
|
1. Перед заменой или ремонтом седла клапана проверьте износ направляющей втулки клапана. Если направляющая втулка клапана изношена, замените ее, затем восстановите седло клапана. 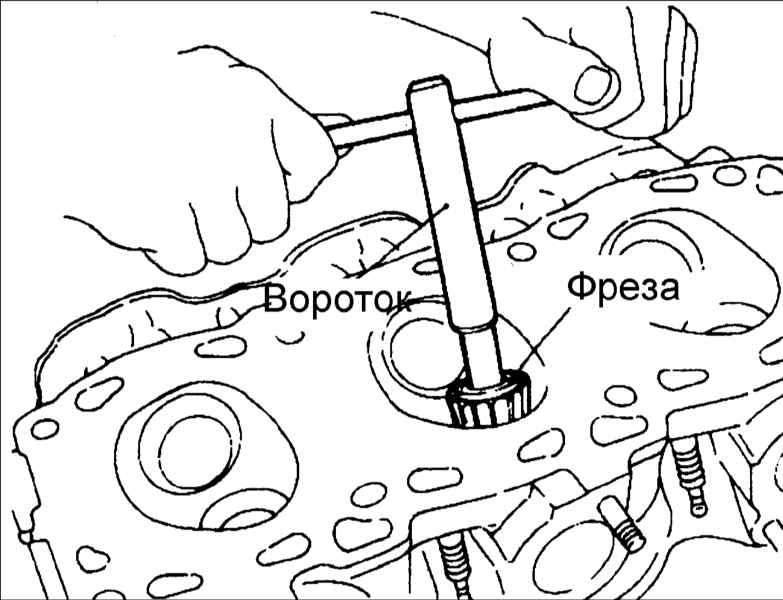 | 2. Ремонт седла клапана необходимо проводить наждачным кругом или фрезой. |
3. После ремонта притрите седло и клапан с использованием абразивной пасты.
|
|
Замена направляющей втулки клапана
|
|
1. Используя специальный инструмент 09222–32200, выдавите старую направляющую втулку клапана к основанию головки блока цилиндров. 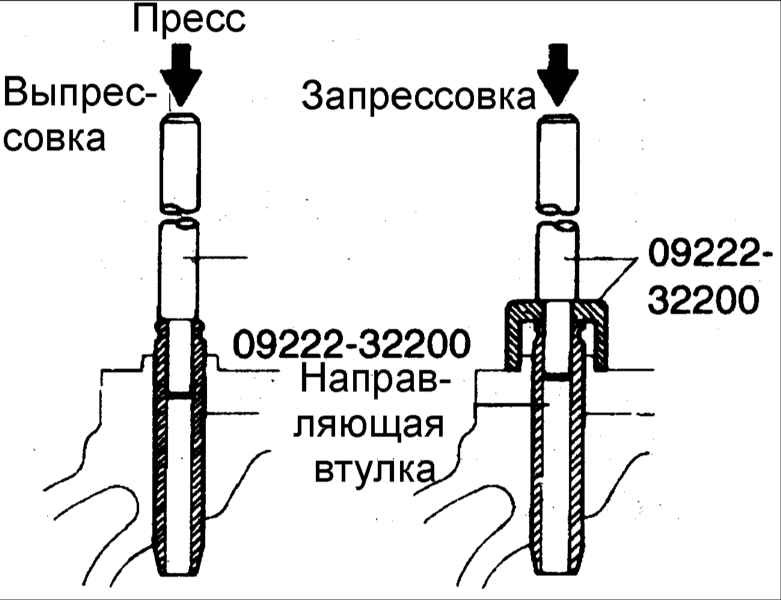 |
2. Приставьте к отверстию головки цилиндров новую направляющую втулку клапана увеличенного ремонтного размера.
Увеличенные размеры направляющей втулки клапана | Увеличенные размеры
| Метка размера
| Диаметр отверстия в головке блока цилиндров
| |
|
|
| | 0,25
| 25
| 11,250–11,268
| | 0,50
| 50
| 11,500–11,518
|
| 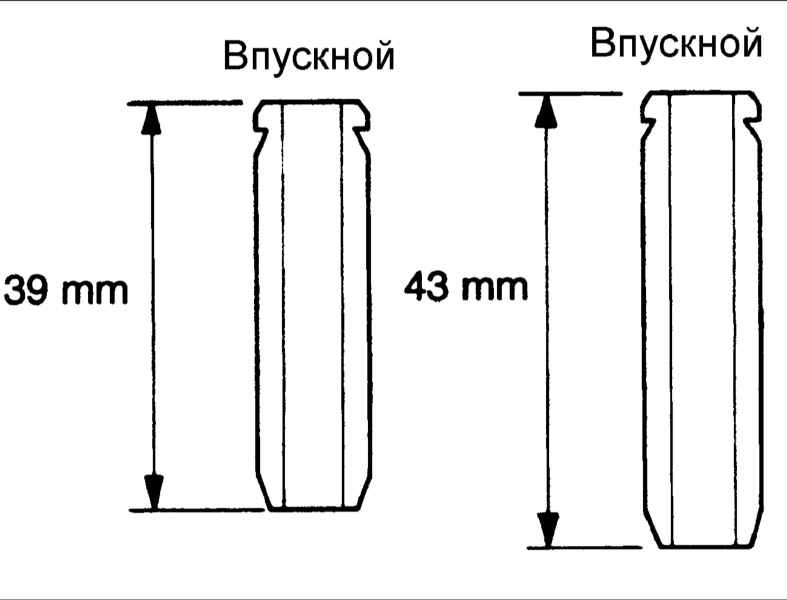 | 3. Приспособлением для установки направляющей втулки клапана (09221–29000 (A), 09221–22000 (B)) запрессуйте втулку в головку цилиндров. Приспособление обеспечивает запрессовку втулки на строго определенную глубину. Измерьте выступание верхней части направляющей втулки клапана из головки цилиндров. Обратите внимание, что выступание направляющей втулки клапана различно для впускных и выпускных клапанов. | 4. После запрессовки направляющих втулок клапанов вставьте новые клапаны и проверьте зазор.
5. Каждый раз при замене направляющих втулок клапанов проверьте и, при необходимости, замените седла клапанов. | Не устанавливайте направляющую втулку клапана того же самого размера. |
|
|
Замена седла клапана
|
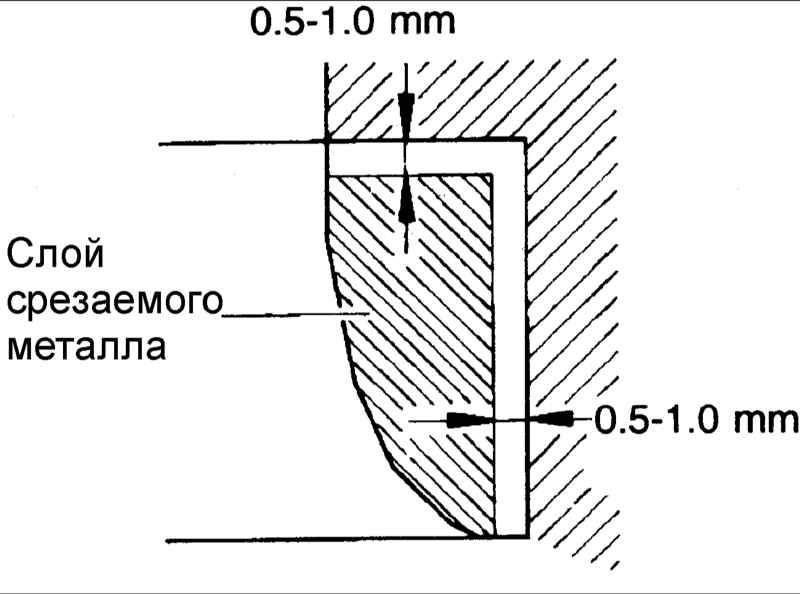 | 1. Срежьте внутреннюю поверхность седла клапана для уменьшения толщины стенки и удаления его из головки блока цилиндров.
| 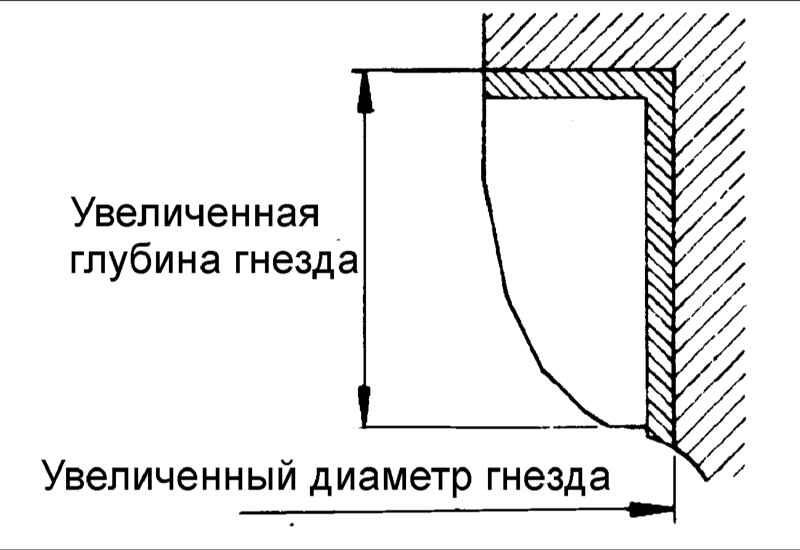 | 2. После удаления старого седла клапана необходимо расточить гнездо под увеличенный размер седла клапана. Размеры для обработки приведены в таблице.
Увеличенные размеры вставного седла клапана | Описание
| Метка размера
| Высота седла, мм
| Диаметр гнезда в головке цилиндров, мм
| | Седло впускного клапана, увеличенное на 0,3 мм
| 30
| 7,9–8,1
| 33,300–33,325
| | Седло выпускного клапана, увеличенное на 0,6 мм
| 60
| 8,2–8,4
| 33,600–33,625
| | Седло впускного клапана, увеличенное на 0,3 мм
| 30
| 7,9–8,1
| 28,600–28,621
| | Седло выпускного клапана, увеличенное на 0,6 мм
| 60
| 8,2–8,4
| 28,900–28,921
|
| 3. Нагрейте головку цилиндров до температуры 250°C и запрессуйте новое седло клапана ремонтного размера. При запрессовке седло клапана должно иметь комнатную температуру.
4. После установки нового седла клапана необходимо выполнить притирку клапана. Ширина рабочей кромки седла клапана: - Впускной клапан: 0,9–1,3 мм
- Выпускной клапан: 0,9–1,3 мм
|
|
Установка
|
|
1. Установите седло пружины. 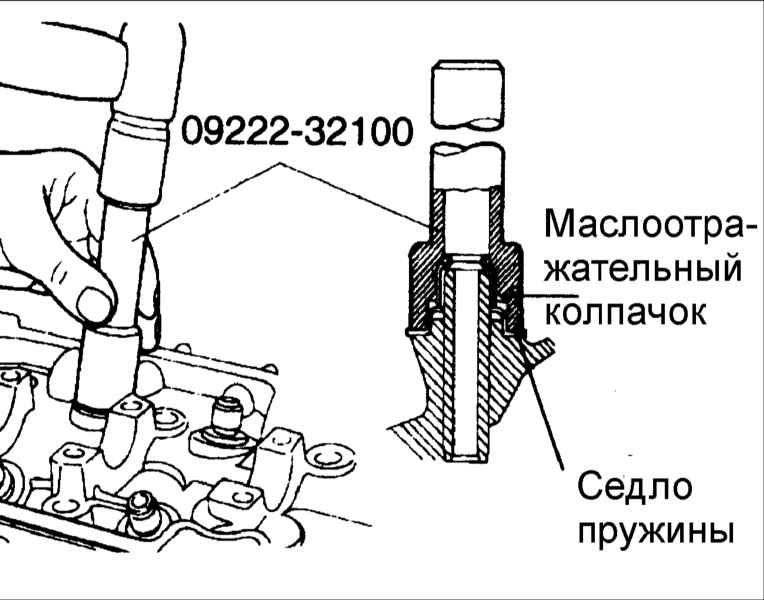 |
2. Используя специальное приспособление (09222–32100), установите маслоотражательный колпачок. |
Не используйте повторно снятые маслоотражательные колпачки.
Неправильная установка маслоотражательного колпачка приводит к утечке моторного масла через направляющие втулки клапана.
|
| 3. Смажьте стержень клапана моторным маслом и установите клапан. При установке клапана не прилагайте больших усилий, чтобы не повредить маслоотражательный колпачок. Проверьте плавность перемещения клапана. 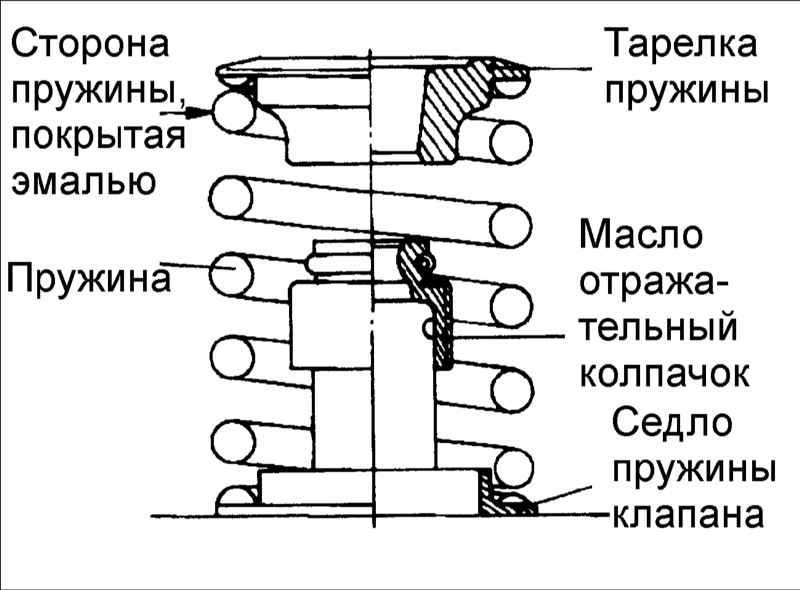 | 4. Установить пружины и тарелки пружин. Пружины необходимо устанавливать стороной, покрытой эмалью, к тарелкам пружин. |
5. С пециальным приспособлением 09222–21001 сожмите пружину. Установите сухари и снимите специальное приспособление для сжатия пружины. | Когда пружина сжата, проверьте, что маслоотражательный колпачок не зажат седлом пружины. |
6. Очистите привалочные поверхности прокладки головки блока цилиндров и блок цилиндров.  | 7. Проверьте расположение маркировки на прокладке головки блока цилиндров. |
8. Установите прокладку маркировкой к головке блока цилиндров. | При установке прокладки не используйте герметик. |  | 9. Шестигранным ключом на 12 мм вверните болты крепления головки блока цилиндров в последовательности, показанной на рисунке. | 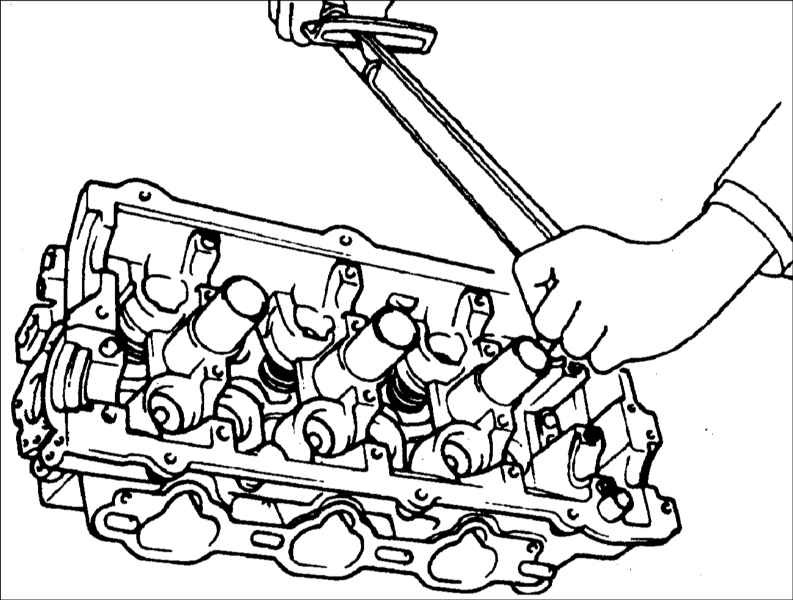 |
10. Затягивание болтов проводите в три этапа, начиная с центральной части.
Момент затяжки болтов крепления головки блока цилиндров: 25 Н•м + довернуть на угол (60°–64°) + довернуть на угол (45°–49°)
|
|
|
1. Двигатели
1.0 Двигатели
1.1. Двигатели 2,0 л DOHC
1.2. Двигатели V6 2,5 л
2. Система смазки
2.0 Система смазки
2.1 Технические данные
2.2 Выбор моторного масла
2.3 Проверка уровня моторного масла 2,0 л DOHC
2.4 Проверка уровня моторного масла V6 2,5 л
2.5 Замена моторного масла 2,0 л DOHC
2.6 Замена моторного масла V6 2,5 л
2.7 Замена масляного фильтра 2,0 л DOHC
2.8 Передняя крышка и масляный насос 2,0 л DOHC
2.9 Масляный насос и масляный поддон V6 2,5 л
3. Система охлаждения
3.0 Система охлаждения
3.1 Технические данные
3.2 Охлаждающая жидкость
3.3 Проверка герметичности системы охлаждения
3.4 Проверка крышки радиатора под давлением
3.5 Проверка плотности охлаждающей жидкости
3.6 Радиатор
3.7 Вентилятор радиатора
3.8 Водяной насос двигателя DOHC
3.9 Водяной насос двигателя V6
4. Контроль и снижение токсичности
4.0 Контроль и снижение токсичности
4.1 Система вентиляции картера (PCV)
4.2 Проверка клапана вентиляции картера PCV
4.3 Система улавливания паров топлива
4.4 Канистра с активированным углем
4.5 Электромагнитный клапан очистки канистры с активированным углем
4.6 Крышка топливоналивной горловины
4.7 Система выпуска отработавших газов автомобилей с каталитическим нейтрализатором
4.8 Поиск и устранение неисправностей
4.9 Система впрыска топлива MFI
5. Топливная система
5.0 Топливная система
5.1 Технические данные
5.2 Многоточечная система впрыска топлива (MFI)
5.3 Проверки системы впрыска MFI
5.4 Контрольная лампа неисправностей (MIL)
5.5 Диагностические коды неисправностей
5.6 Датчик температуры охлаждающей жидкости (ECT)
5.7 Датчик абсолютного давления во впускном коллекторе (MAF) с датчиком IAT
5.8 Измеритель расхода воздуха (MAF)
5.9 Датчик температуры поступающего в двигатель воздуха (IAT)
6. Система зажигания
6.0 Система зажигания
6.1 Технические данные
6.2 Общая информация
6.3 Катушка зажигания двигателя 2,5 л V6
6.4 Катушка зажигания двигателя 2,0 л
6.5 Замок зажигания
6.6 Свечи зажигания
6.7 Высоковольтные провода
6.8 Установка высоковольтных проводов (двигатель V6)
6.9 Проверка свечей зажигания
7. Сцепление
7.0 Сцепление
7.1 Технические данные
7.2 Прокачка гидравлической системы привода сцепления
7.3 Педаль сцепления
7.4 Главный цилиндр, трубка и шланг сцепления
7.5 Главный цилиндр сцепления
7.6 Рабочий цилиндр сцепления
7.7 Кожух и диски сцепления
7.8 Поиск и устранение неисправностей
8. Коробка передач
8.0 Коробка передач
8.1. Механическая коробка передач
8.2. Автоматическая коробка передач
9. Приводные валы, оси
9.0 Приводные валы, оси
9.1 Технические данные
9.2 Приводной вал
9.3 Приводной вал со ШРУСами шарикового типа и Birfield типа
9.4 Приводной вал со ШРУСами Birfield (B)
9.5 Центральный подшипник и внутренний приводной вал
9.6 Поворотный кулак и ступица переднего колеса
9.7 Задняя ось
9.8 Поиск и устранение неисправностей
10. Подвеска
10.0 Подвеска
10.1 Технические данные
10.2 Стойка передней подвески
10.3 Нижний рычаг передней подвески
10.4 Верхний рычаг передней подвески
10.5 Амортизатор задней подвески
10.6 Замена верхнего рычага задней подвески
10.7 Замена продольного рычага задней подвески
10.8 Замена поддерживающего рычага задней подвески
10.9 Замена центрального рычага задней подвески
11. Рулевое управление
11.0 Рулевое управление
11.1 Технические данные
11.2 Проверка свободного хода рулевого колеса
11.3 Проверка угла поворота передних колес
11.4 Проверка возврата рулевого колеса в исходное положение
11.5 Проверка крутящего момента цапфы шарового шарнира наконечника рулевой тяги
11.6 Проверка уровня жидкости
11.7 Замена жидкости в гидравлическом приводе гидроусилителя руля
11.8 Прокачка гидравлической системы усилителя рулевого управления
11.9 Проверка натяжения ремня привода насоса гидроусилителя руля
12. Тормозная система
12.0 Тормозная система
12.1 Технические данные
12.2 Антиблокировочная система тормозов
12.3 Проверка и регулировка положения педали тормоза
12.4 Проверка вакуумного усилителя тормозов
12.5 Прокачка гидравлической системы привода тормозов
12.6 Прокачка гидравлической системы привода тормозов с использованием сканера
12.7 Регулировка хода стояночного тормоза
12.8 Педаль тормоза
12.9 Главный тормозной цилиндр
13. Кузов
13.0 Кузов
13.1 Технические данные
13.2 Передний бампер
13.3 Задний бампер
13.4 Капот
13.5 Звуковой сигнал
13.6 Реле звукового сигнала
13.7 Внешние осветительные приборы
13.8 Фара
13.9 Верхний стоп-сигнал
14. Система кондиционирования
14.0 Система кондиционирования
14.1 Технические данные
14.2 Обслуживание системы кондиционирования воздуха
14.3 Замечания при замене элементов системы кондиционирования воздуха
14.4 Соединение элементов системы кондиционирования воздуха
14.5 Соединение элементов с направляющим штифтом
14.6 Установка манометров для измерения давления
14.7 Откачка атмосферного воздуха из системы кондиционирования
14.8 Подсоединение выпускного клапана к баллону с хладагентом
14.9 Зарядка системы кондиционирования воздуха
15. Электрическое оборудование
15.0 Электрическое оборудование
15.1 Технические данные
15.2 Система зарядки
15.3 Проверка падения напряжения на проводе, соединяющем аккумуляторную батарею с генератором (двигатель V6)
15.4 Проверка тока, вырабатываемого генератором
15.5 Проверка вырабатываемого напряжения
15.6 Проверка падения напряжения на проводе, соединяющем аккумуляторную батарею с генератором (двигатель 2,0 л)
15.7 Проверка тока, вырабатываемого генератором (двигатель 2,0 л)
15.8 Проверка вырабатываемого напряжения (двигатель 2,0 л)
15.9 Генератор
16. Электрические схемы
16.0 Электрические схемы
16.1 Сиcтема запуска
16.2 Система зарядки
16.3 Блок управления двигателем (ECU)
16.4 Блок управления двигателем
16.5 Блок управления двигателем, коробкой передач (ECU/TCU)
16.6 Система охлаждения
16.7 Антиблокировочная система тормозов (ABS)
16.8 Стеклоочиститель и стеклоомыватель
16.9 Омыватель фар
