Измерение гильз цилиндров Мерседес Спринтер
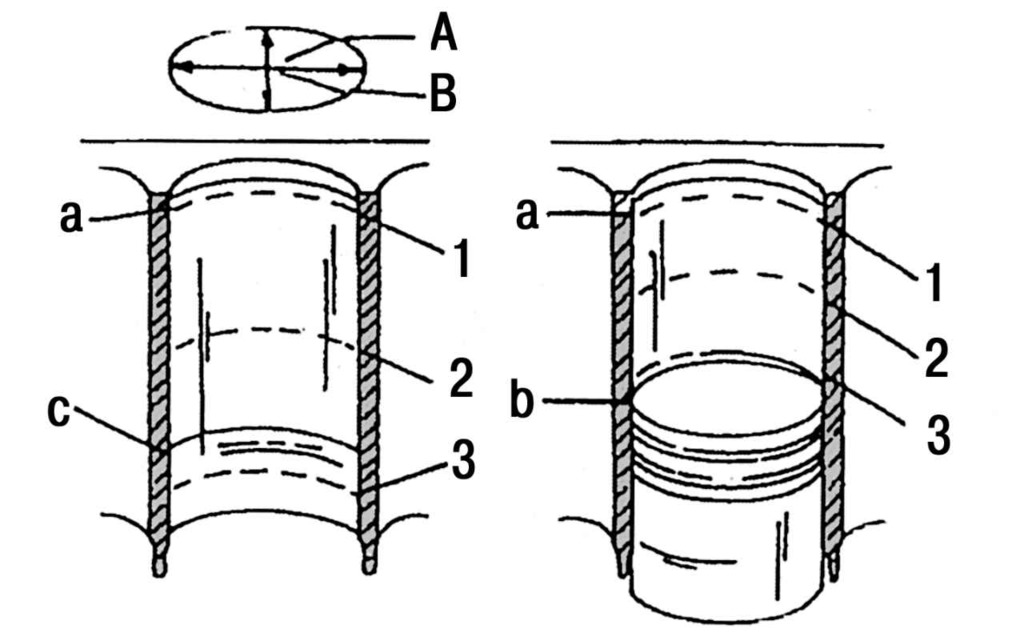 | Рис. 55. Места замера отверстий гильз цилиндров: А — замер в продольной оси двигателя; В — замер в поперечной оси двигателя; а — верхняя точка остановки верхнего поршневого кольца; b — нижняя точка остановки поршня; с — нижняя точка остановки маслосъемного кольца; 1, 2, 3 — точки замера
|
 | Рис. 56. Замер отверстий цилиндров с помощью нутромера
|
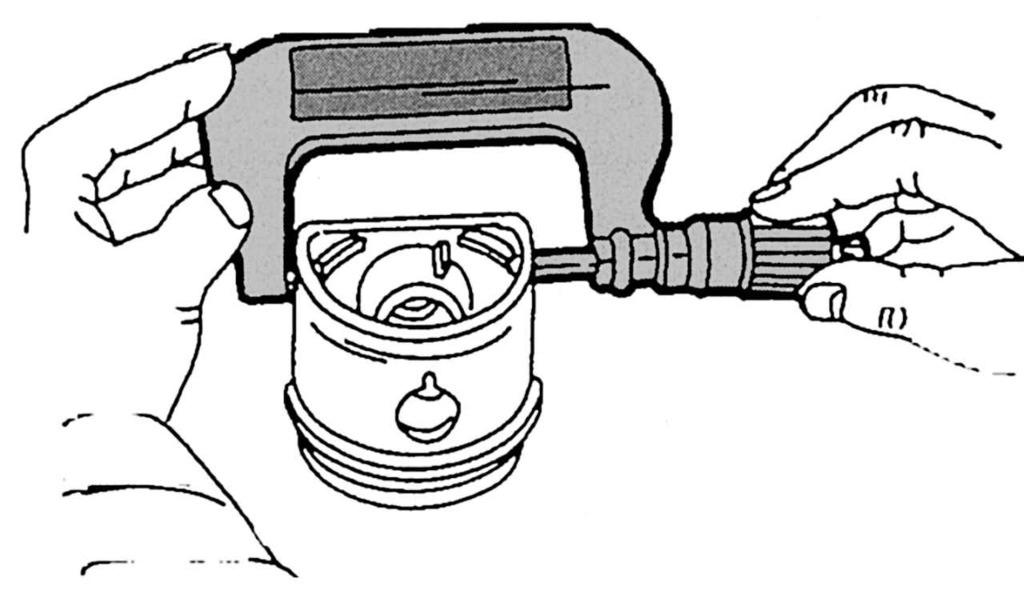 | Рис. 57. Замер диаметра поршня
|
1. Общие сведения
1.0 Общие сведения
1.1 Введение
1.2 Идентификация транспортного средства
1.3 Отсоединение аккумуляторной батареи
1.4 Общие правила проведения ремонтных работ
1.5 Условия работы и инструмент
1.6 Подъем автомобиля
1.7. Техническое обслуживание и уход
1.8 Смазочные материалы, герметики
1.9 Приемы работы с резьбовыми соединениями, болтами, гайками
2. Двигатель
2.0 Двигатель
2.1. Общее описание
2.2. Демонтаж и монтаж силового агрегата
2.3. Разборка и сборка двигателя
2.4. Головка блока цилиндров
2.5. Крышка механизма привода распределительного вала
2.6. Поршни и шатуны
2.7. Блок цилиндров
2.8. Коленчатый вал и маховик
2.9 Ременный шкив и гаситель крутильных колебаний коленчатого вала
2.12. Механизм привода распределительного вала
2.13. Гидравлические компенсаторы толкателей клапанов
3. Система смазки
3.0 Система смазки
3.1. Назначение системы смазки
3.2. Выбор масла для двигателя и его замена
3.3 Краткое описание устройства системы
3.4. Масляный насос
3.5 Снятие и установка масляного картера
3.6 Снятие и установка масляного фильтра
3.7 Масляный радиатор
3.8 Маслоизмерительный щуп
3.9 Маслопроводы турбодизельного двигателя
4. Система охлаждения
4.0 Система охлаждения
4.1. Охлаждающая жидкость
4.2. Радиатор
4.3. Насос охлаждающей жидкости
4.4 Приводной ремень
4.5 Вискомуфта вентилятора
4.6. Термостат
4.7. Проверка системы охлаждения и ее неисправности
4.8 Шланги системы охлаждения
5. Системы впрыска и выпуска отработавших газов
5.0 Системы впрыска и выпуска отработавших газов
5.1. Общее описание системы впрыска дизельного топлива
5.2. Снятие и установка ТНВД
5.3. Форсунки и корпуса форсунок
5.4 Снятие и установка смесительной камеры
5.5 Снятие и установка топливного фильтра
5.6 Снятие и установка воздушного фильтра
5.7. Турбокомпрессор
5.8. Свечи накаливания
5.9 Снятие и установка впускного коллектора
5.10. Система выпуска отработавших газов (ОГ)
6. Сцепление
6.0 Сцепление
6.1 Общее описание сцепления
6.2 Техническое обслуживание сцепления
6.3 Снятие сцепления
6.4 Ремонт сцепления
6.5 Установка сцепления
6.6. Снятие, ремонт и установка деталей привода сцепления
6.7 Прокачка гидропривода сцепления
6.8 Возможные неисправности сцепления
7. Механическая коробка передач
7.0 Механическая коробка передач
7.1 Снятие и установка коробки передач
7.2. Ремонт коробки передач
7.3 Проверка уровня масла в коробке передач и замена масла
8. Передний мост
8.0 Передний мост
8.1 Общее описание
8.2. Снятие и установка переднего моста
8.3. Снятие и установка нижних поперечных рычагов
8.4 Снятие и установка поворотного кулака
8.5. Ступицы передних колес и подшипники ступиц
8.6. Регулировка углов установки передних колес
8.7. Техническое обслуживание передней подвески
9. Задний мост и карданный вал
9.0 Задний мост и карданный вал
9.1. Снятие и установка заднего моста
9.2. Приводные полуоси
9.3 Манжета ведущей шестерни
9.4 Проверка уровня масла в картере заднего моста и замена масла
9.5 Карданный вал
10. Передняя и задняя подвески
10.0 Передняя и задняя подвески
10.1 Замена передней рессоры
10.2 Снятие и установка переднего стабилизатора поперечной устойчивости
10.3. Задние рессоры
10.4 Задние амортизаторы
10.5 Задний стабилизатор поперечной устойчивости
11. Рулевое управление
11.0 Рулевое управление
11.1. Рулевой механизм
11.2 Замена наконечников рулевых тяг и защитных чехлов
11.3. Проверка рулевого механизма
11.4. Обслуживание гидроусилителя
11.5 Клиновой ремень привода насоса гидроусилителя, замена ремня
11.6 Снятие и установка насоса гидроусилителя
11.7 Углы установки передних колес
11.8 Возможные неисправности рулевого управления и способы их устранения
12. Тормозная система
12.0 Тормозная система
12.1 Конструкция тормозной системы
12.2. Техническое обслуживание тормозной системы
12.3. Передние дисковые тормоза с плавающей скобой
12.4. Задние дисковые тормоза
12.5. Тормозные диски
12.6. Главный тормозной цилиндр
12.7. Стояночный тормоз
12.8. Вакуумный усилитель
12.9 Прокачка тормозов
13. Система электрооборудования
13.0 Система электрооборудования
13.1. Описание приборов для измерения напряжения, силы тока и сопротивления
13.2. Аккумуляторная батарея
13.3. Генератор переменного тока
13.4. Стартер
13.5. Освещение
13.6. Задние фонари
13.7. Указатели поворота и аварийная сигнализация
13.8 Фонарь освещения номерного знака
13.9. Стеклоочистители
13.10. Указатели и приборы
14. Шины и диски
14.0 Шины и диски
14.1 Размер дисков
14.2. Обозначение шин
15. Автоматическая коробка передач
15.0 Автоматическая коробка передач
15.1 Пуск двигателя автомобиля с автоматической КП буксировкой
15.2 Буксировка автомобиля с автоматической КП
15.3 Проверка автоматической КП
15.4 Снятие и установка КП
15.5 Уровень рабочей жидкости и ее замена
15.6 Снятие и установка картера
15.7 Блокиратор пуска
16. Карта технического обслуживания
16.0 Карта технического обслуживания
17. Приложения
17.0 Приложения
17.1. Приложение 1. Технические данные и характеристики
17.2 Приложение 2. Моменты затяжки соединений, Н·м
18. Схемы электрооборудования
18.0 Схемы электрооборудования
18.1 Cхемы 1-5
18.2 Схемы 6-10
18.3 Схемы 11-15
18.4 Схемы 16-20