Проверка и регулировка клапанных зазоров Субару Легаси
Проверка и регулировка клапанных зазоров
ПРОВЕРКА
См. Главу Текущее обслуживание.РЕГУЛИРОВКА
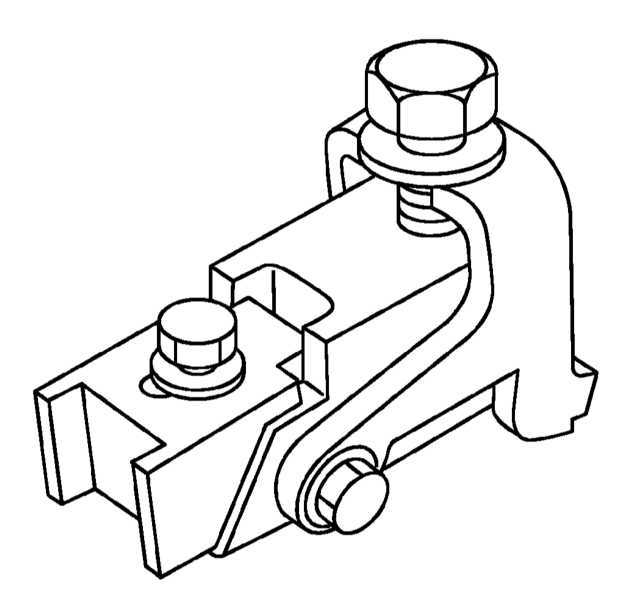
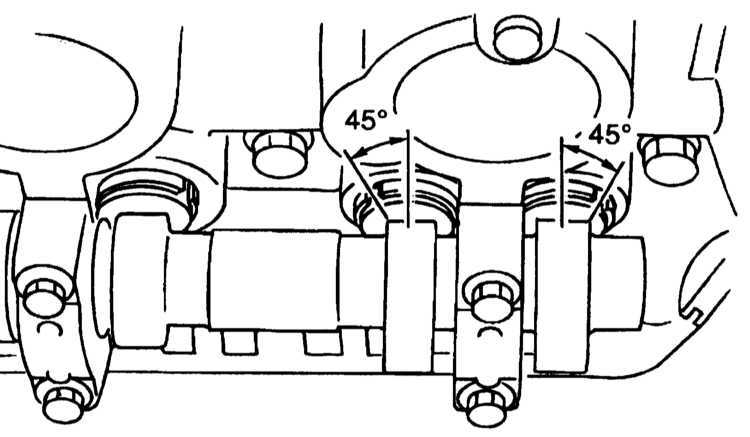
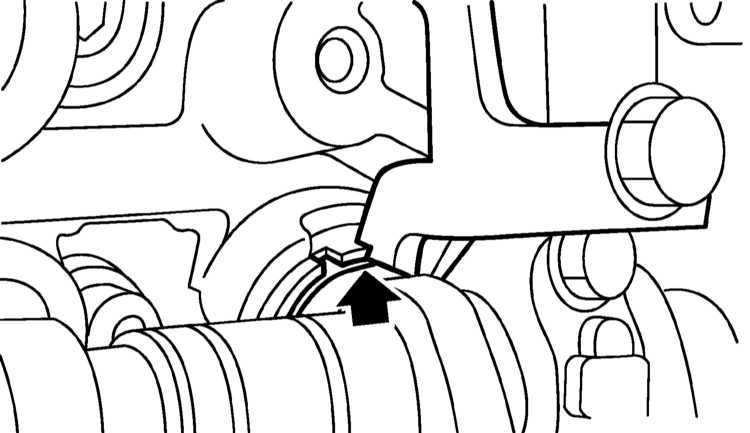
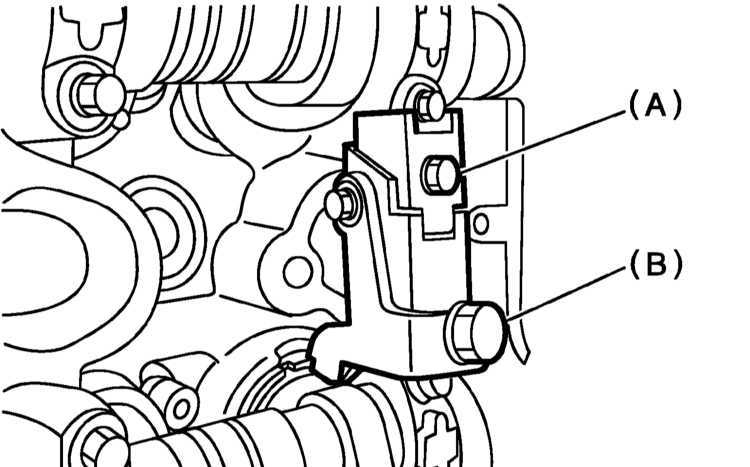
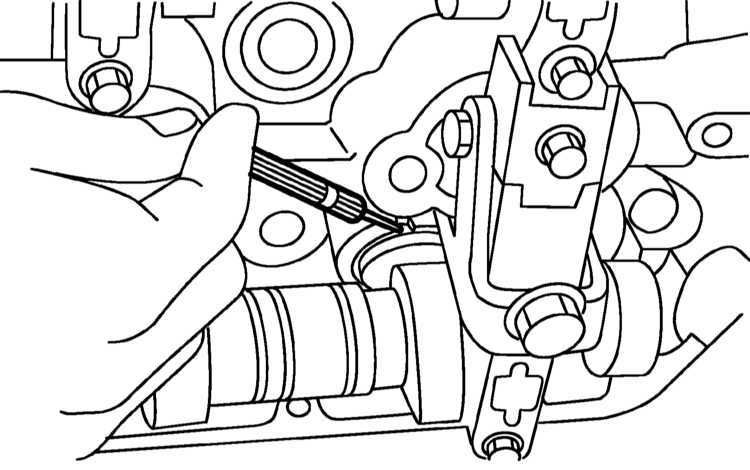
ПОРЯДОК ВЫПОЛНЕНИЯ | |||||||||||||||||||
|
Перечень выпускаемых регулировочных шайб
| № детали
| Толщина, мм
|
| 13218AK010
| 2.00
|
| 13218AK020
| 2.02
|
| 13218AK030
| 2.04
|
| 13218AK040
| 2.06
|
| 13218AK050
| 2.08
|
| 13218AK060
| 2.10
|
| 13218AK070
| 2.12
|
| 13218AK080
| 2.14
|
| 13218AK090
| 2.16
|
| 13218AK100
| 2.18
|
| 13218AK110
| 2.20
|
| 13218AE710
| 2.22
|
| 13218AE720
| 2.23
|
| 13218AE730
| 2.24
|
| 13218AE740
| 2.25
|
| 13218AE750
| 2.26
|
| 13218AE760
| 2.27
|
| 13218AE770
| 2.28
|
| 13218AE780
| 2.29
|
| 13218AE790
| 2.30
|
| 13218AE800
| 2.31
|
| 13218AE810
| 2.32
|
| 13218AE820
| 2.33
|
| 13218AE830
| 2.34
|
| 13218AE840
| 2.35
|
| 13218AE850
| 2.36
|
| 13218AE860
| 2.37
|
| 13218AE870
| 2.38
|
| 13218AE880
| 2.39
|
| 13218AE890
| 2.40
|
| 13218AE900
| 2.41
|
| 13218AE910
| 2.42
|
| 13218AE920
| 2.43
|
| 13218AE930
| 2.44
|
| 13218AE940
| 2.45
|
| 13218AE950
| 2.46
|
| 13218AE960
| 2.47
|
| 13218AE970
| 2.48
|
| 13218AE980
| 2.49
|
| 13218AE990
| 2.50
|
| 13218AF000
| 2.51
|
| 13218AF010
| 2.52
|
| 13218AF020
| 2.53
|
| 13218AF030
| 2.54
|
| 13218AF040
| 2.55
|
| 13218AF050
| 2.56
|
| 13218AF060
| 2.57
|
| 13218AF070
| 2.58
|
| 13218AF090
| 2.60
|
| 13218AF100
| 2.61
|
| 13218AF110
| 2.62
|
| 13218AF120
| 2.63
|
| 13218AF130
| 2.64
|
| 13218AF140
| 2.65
|
| 13218AF150
| 2.66
|
| 13218AF160
| 2.67
|
| 13218AF170
| 2.68
|
| 13218AF180
| 2.69
|
| 13218AF190
| 2.70
|
| 13218AF200
| 2.71
|
| 13218AF210
| 2.72
|
| 13218AF220
| 2.73
|
| 13218AF230
| 2.74
|
| 13218AF240
| 2.75
|
| 13218AF250
| 2.76
|
| 13218AF260
| 2.77
|
| 13218AF270
| 2.78
|
| 13218AF280
| 2.79
|
| 13218AF290
| 2.80
|
| 13218AF300
| 2.81
|
1. Автомобили Subaru Legacy, Outback
1.0 Автомобили Subaru Legacy, Outback
1.2 Идентификационные номера и информационные ярлыки
1.3 Приобретение запасных частей
1.4 Технология обслуживания, инструмент и оборудование рабочего места
1.5 Поддомкрачивание и буксировка
1.6 Запуск двигателя от вспомогательного источника питания
1.7 Автомобильные химикалии, очистители, герметики
1.8 Диагностика неисправностей узлов и систем автомобиля
2. Руководство по эксплуатации
2.0 Руководство по эксплуатации
2.1. Доступ, защита
2.2. Элементы систем безопасности
2.3. Оборудование автомобиля, расположение приборов и органов управления
2.4. Комфорт
2.5. Приемы эксплуатации
3. Текущее обслуживание
3.0 Текущее обслуживание
3.1 График текущего обслуживания автомобилей Subaru Legacy и Outback
3.2 Спецификации
3.3 Общие сведения о настройках и регулировках
3.4 Проверка уровней жидкостей (в соответствии с Графиком текущего обслуживания)
3.5 Замена двигательного масла и масляного фильтра
3.6 Проверка состояния и замена расположенных в двигательном отсеке шлангов
3.7 Ротация колес
3.8 Смазывание компонентов шасси
3.9 Проверка состояния компонентов системы выпуска отработавших газов
3.10 Проверка состояния ремней безопасности
3.11 Проверка состояния компонентов подвески
3.12 Проверка состояния компонентов рулевого привода
3.13 Проверка и регулировка состава смеси холостого хода, - корме моделей, оборудованных каталитическим преобразователем
3.14 Проверка состояния защитных чехлов шарниров приводных валов
3.15 Проверка состояния, регулировка усилия натяжения ремней привода вспомогательных агрегатов
3.16 Проверка и регулировка противооткатного устройства
3.17 Проверка исправности функционирования и регулировка компонентов сцепления
3.18 Проверки и регулировки тормозной системы
3.19 Проверка состояния компонентов системы охлаждения
3.20 Проверка состояния и замена охлаждающей жидкости двигателя
3.21 Замена фильтрующего элемента воздухоочистителя
3.22 Проверка состояния компонентов системы питания
3.23 Замена тормозной жидкости/прокачка гидравлического тракта
3.24 Замена ATF автоматической трансмиссии
3.25 Замена трансмиссионного масла РКПП
3.26 Замена смазок заднего и переднего дифференциала
3.27 Проверка состояния и замена газораспределительного ремня - модели 2.0 и 2.5 л
3.28 Проверка и замена топливного фильтра
3.29 Проверка состояния и замена свечей зажигания и ВВ электропроводки
3.30 Проверка колесных подшипников
3.31 Проверка клапанных зазоров
3.32 Замена ремней привода вспомогательных агрегатов и замена
4. Двигатель
4.0 Двигатель
4.1 Спецификации
4.2 Проверка компрессионного давления в цилиндрах и герметичности блока
4.3 Диагностика состояния двигателя с применением вакуумметра
4.4 Система смазки двигателя - общая информация
4.5. Процедуры ремонта, не связанные с извлечением двигателя из автомобиля, - четырехцилиндровые двигатели
4.6. Процедуры ремонта, не связанные с извлечением двигателя из автомобиля, - шестицилиндровые двигатели
4.7. Общий и капитальный ремонт двигателей
5. Системы охлаждения, отопления
5.0 Системы охлаждения, отопления
5.1. Спецификации
5.2. Система охлаждения двигателя
5.3. Системы отопления/вентиляции/кондиционирования воздуха
6. Системы питания и выпуска
6.0 Системы питания и выпуска
6.1 Спецификации
6.2. Система впрыска топлива
6.3. Системы управления двигателем и снижения токсичности отработавших газов
6.4. Система выпуска отработавших газов
7. Электрооборудование двигателя
7.0 Электрооборудование двигателя
7.1 Спецификации
7.2 Запуск двигателя от вспомогательного источника питания
7.3 Снятие/установка, проверка и обслуживание аккумуляторной батареи
7.4 Проверка состояния и замена проводов батареи
7.5 Система зажигания - общая информация и меры предосторожности
7.6 Проверка исправности функционирования системы зажигания
7.7 Снятие, установка и проверка состояния модуля(ей) зажигания
7.8 Проверка и регулировка установки угла опережения зажигания
7.9 Замена датчиков CKP, CMP и KS
7.10 Обслуживание и замена свечей зажигания
7.11 Проверка состояния высоковольтных проводов (4-цилиндровые двигатели)
7.12 Система заряда - общая информация и меры предосторожности
7.13 Проверка состояния системы заряда
7.14 Генератор - общая информация, проверка и обслуживание
7.15 Снятие, разборка, сборка и установка генератора
7.16 Система запуска - общая информация и меры предосторожности
7.17 Проверка исправности функционирования стартера и цепи запуска
7.18 Стартер Nippondenso - проверка и обслуживание
7.19 Стартеры Mitsubishi - проверка и обслуживание
8. Ручная коробка и дифференциал
8.0 Ручная коробка и дифференциал
8.1 Спецификации
8.2 Механизм блокировки включения задней передачи - устройство и принцип функционирования
8.3 Межосевой дифференциал - устройство и принцип функционирования
8.4 Снятие и установка трансмиссионной сборки
8.5 Проверка состояния и замена элементов опор подвески трансмиссионной сборки
8.6 Проверка состояния и замена сальника
8.7 Снятие, установка и проверка состояния датчиков-выключателей
8.8 Снятие, установка и проверка состояния датчика скорости (VSS)
8.9 Подготовка к выполнению капитального ремонта РКПП
8.10 Снятие, обслуживание и установка раздаточной коробки и удлинения трансмиссии
8.11 Снятие, обслуживание и установка ведущей шестерни раздаточного механизма
8.12 Снятие, обслуживание и установка ведомой шестерни раздаточного механизма
8.13 Снятие, обслуживание и установка межосевого дифференциала
8.14 Снятие, обслуживание, установка и регулировка сборки механизма блокировки включения задней передачи
8.15 Снятие, установка и проверка состояния картера трансмиссионной сборки
8.16 Снятие, обслуживание, установка и регулировка первичного вала РКПП
8.17 Снятие, обслуживание и установка входного вала РКПП (модели с дополнительным двухступенчатым редуктором)
8.18 Снятие, обслуживание и установка сборки вала ведущей шестерни главной передачи привода передних колес
8.19 Снятие, обслуживание, установка и регулировка переднего дифференциала
8.20 Снятие, установка и проверка состояния шестерни привода спидометра
8.21 Снятие, установка и регулировка промежуточной шестерни задней передачи
8.22 Снятие, установка, проверка и регулировка сборки шестерен двухступенчатого редуктора
8.23 Снятие, проверка состояния и установка вилок и штоков переключения передач
8.24 Снятие, обслуживание и установка рычага переключения передач РКПП
8.25 Снятие, обслуживание и установка рычага переключения режимов «Hi/Lo» дополнительного двухступенчатого редуктора
8.26 Снятие, обслуживание и установка тросовой тяги привода переключения режимов двухступенчатого редуктора
9. Автоматическая трансмиссия
9.0 Автоматическая трансмиссия
9.1 Спецификации
9.2 Электрогидравлическая система управления - общая информация, назначение основных элементов
9.3 Система самодиагностики - общая информация и принципы функционирования
9.4 Диагностика общего состояния АТ
9.5 Диагностика отказов АТ
9.6 Снятие и установка трансмиссионной сборки
9.7 Замена элементов подвески трансмиссионной сборки
9.8 Замена сальника кожуха удлинения АТ
9.9 Проверка состояния, регулировка и замена датчика-выключателя разрешения запуска
9.10 Снятие и установка переднего датчика скорости (VSS)
9.11 Снятие и установка заднего датчика скорости (VSS)
9.12 Снятие и установка датчика оборотов турбины гидротрансформатора
9.13 Снятие, обслуживание и установка клапанной сборки
9.14 Замена электромагнитных клапанов переключения, исполнительных электромагнитных клапанов и датчика температуры ATF
9.15 Замена фильтра ATF
9.16 Снятие и установка модуля управления трансмиссии (TCM)
9.17 Снятие, установка и проверка состояния линий тракта охлаждения ATF
9.18 Снятие, обслуживание и установка компонентов рычага селектора АТ
9.19 Снятие, установка, проверка состояния и регулировка приводного троса селектора АТ
10. Сцепление
10.0 Сцепление
10.1 Спецификации
10.2. Маховик и сцепление
10.3. Приводные и карданный валы, задний дифференциал
11. Тормозная система
11.0 Тормозная система
11.1 Спецификации
11.2 Тормозные механизмы передних и задних колес - общая информация
11.3 Стояночный тормоз - конструкция и принцип функционирования
11.4 Клапан-ограничитель давления - конструкция и принцип функционирования
11.5 Противооткатная система - устройство, принцип функционирования и меры предосторожности
11.6 Система антиблокировки тормозов (ABS) - общая информация, принцип функционирования
11.7 Система динамической стабилизации (VDC) - общая информация, принцип функционирования
11.8 Проверка состояния замена колодок дисковых тормозных механизмов передних колес
11.9 Снятие, проверка состояния и установка передних тормозных дисков
11.10 Снятие, обслуживание и установка дисковых тормозных механизмов передних колес
11.11 Проверка состояния и замена колодок дисковых тормозных механизмов задних колес
11.12 Снятие, проверка состояния и установка задних тормозных дисков
11.13 Снятие, обслуживание и установка дисковых тормозных механизмов задних колес
11.14 Снятие, обслуживание и установка главного тормозного цилиндра (ГТЦ)
11.15 Снятие, установка и проверка исправности функционирования вакуумного усилителя тормозов
11.16 Снятие, установка и проверка исправности функционирования клапана-ограничителя давления
11.17 Замена тормозной жидкости
11.18 Прокачка гидравлического тракта тормозной системы
11.19 Проверка состояния и замена гибких тормозных шлангов
11.20 Проверка состояния и замена трубок тормозного тракта
11.21 Снятие, обслуживание, установка и регулировка педали ножного тормоза
11.22 Снятие, проверка состояния, установка и регулировка датчика-выключателя стоп-сигналов
11.23 Снятие, установка, проверка состояния и регулировка рычага привода стояночного тормоза
11.24 Снятие, проверка состояния и установка элементов тросового привода стояночного тормоза
11.25 Снятие, установка и регулировка механизма стояночного тормоза
11.26 Снятие, установка, проверка состояния и регулировка компонентов противооткатного устройства
11.27 Снятие, установка и проверка исправности функционирования сборки модуля управления/гидромодулятора ABS
11.28 Проверка последовательности срабатывания клапанов гидромодулятора ABS
11.29 Снятие, установка и проверка исправности функционирования передних колесных датчиков ABS
11.30 Снятие, установка и проверка исправности функционирования задних колесных датчиков ABS
11.31 Снятие, установка и проверка состояния роторов колесных датчиков
11.32 Снятие, установка и диагностика датчика перегрузок (G-датчик)
11.33 Диагностика отказов ABS
11.34 Снятие, установка и регулировка модуля управления VDC
11.35 Снятие, установка и проверка исправности функционирования гидромодулятора VDC
11.36 Проверка последовательности срабатывания клапанов гидромодуляторов ABS и VDC
11.37 Снятие, установка и проверка исправности функционирования датчика увода/поперечных перегрузок
11.38 Снятие, установка и проверка исправности функционирования датчика угла поворота рулевого колеса VDC
11.39 Снятие, установка и проверка исправности функционирования колесных датчиков с роторами
11.40 Снятие, установка и проверка исправности функционирования выключателя деактивации VDC (VDC OFF)
11.41 Диагностика отказов VDC
12. Подвеска и рулевое управление
12.0 Подвеска и рулевое управление
12.1 Спецификации
12.2. Передняя подвеска
12.3. Задняя подвеска
12.4. Рулевое управление
12.5. Колесные сборки, геометрия подвески
13. Кузов
13.0 Кузов
13.1 Спецификации
13.2 Обслуживание петель и замков автомобиля
13.3 Замена ветрового и прочих фиксированных стекол
13.4 Снятие и установка декоративной решетки радиатора
13.5 Снятие и установка панели защиты картера
13.6 Снятие и установка переднего бампера
13.7 Снятие и установка заднего бампера
13.8 Снятие и установка локеров защиты арок передних колес
13.9 Снятие и установка боковых накладок кузовных панелей
13.10 Снятие и установка переднего обтекателя
13.11 Снятие и установка заднего спойлера
13.12 Снятие и установка боковых спойлеров
13.13 Снятие и установка профильных направляющих верхнего багажника
13.14 Снятие установка главного вещевого ящика
13.15 Снятие и установка элементов центральной консоли
13.16 Снятие и установка панели приборов
13.17 Снятие и установка панелей внутренней обивки дверей, включая дверь задка (модели Legacy Универсал и Outback) и крышку багажного отделения (модели
13.18 Снятие и установка элементов внутренней отделки
13.19 Ремни безопасности - общая информация, проверка состояния, снятие и установка, порядок утилизации несработавших аварийных натяжителей
13.20 Снятие, обслуживание и установка сидений
13.21 Снятие, установка и регулировка капота
13.22 Снятие, установка и регулировка замка капота
13.23 Снятие и установка передних крыльев
13.24 Снятие, установка и регулировка дверных панелей
13.25 Снятие, обслуживание и установка компонентов верхних люков
13.26 Снятие, установка и проверка компонентов замковых сборок
13.27 Снятие, установка и регулировка дверных стекол и компонентов стеклоподъемников
13.28 Снятие, обслуживание и установка зеркал заднего вида
13.29 Снятие, обслуживание и установка стеклоочистителей и компонентов тракта подачи омывающей жидкости
13.30 Контрольные кузовные размеры
14. Бортовое электрооборудование
14.0 Бортовое электрооборудование
14.1 Спецификации
14.2 Поиск причин отказов электрооборудования
14.3 Предохранители - общая информация
14.4 Прерыватели цепи - общая информация
14.5 Реле - общая информация и проверка исправности функционирования
14.6 Детали прокладки бортовой электропроводки
14.7 Система дополнительной безопасности (SRS) - устройство и принцип функционирования
14.8 Диагностика неисправностей SRS
14.9 Снятие и установка компонентов SRS
14.10 Система управления скоростью (темпостат) - устройство и принцип функционирования
14.11 Проверка исправности функционирования компонентов и диагностика отказов темпостата
14.12 Снятие, проверка состояния и установка компонентов системы управления скоростью
14.13 Комбинация приборов - общая информация и принцип функционирования компонентов
14.14 Диагностика отказов компонентов комбинации приборов
14.15 Снятие, обслуживание и установка комбинации приборов, проверка состояния компонентов
14.16 Обогрев заднего стекла и зеркал заднего вида - общая информация, проверка исправности функционирования компонентов, восстановительный ремонт термоэлектрического нагревательного элемента
14.17 Обогрев щеток стеклоочистителей - общая информация, проверка исправности функционирования компонентов, восстановительный ремонт термоэлектрического нагревательного элемента
14.18 Снятие, проверка состояния и установка выключателей управления функционированием электропривода регуляторов стеклоподъемников
14.19 Электропривод зеркал заднего вида - проверка исправности функционирования
14.20 Снятие проверка и установка переключателя управления функционированием электропривода наружных зеркал заднего вида
14.21 Снятие, проверка состояния и установка переключателя управления функционированием электропривода верхнего люка
14.22 Снятие, проверка состояния и установка комбинированных подрулевых переключателей
14.23 Проверка исправности функционирования электромоторов привода стеклоочистителей, снятие, проверка и установка управляющего реле заднего стеклоочистителя на моделях Legacy Универсал/Outback
14.24 Проверка реле и выключателей осветительных и сигнальных приборов
14.25 Снятие и установка осветительных приборов, замена ламп
14.26 Снятие, проверка состояния и установка рожков и выключателя клаксона
14.27 Проверка состояния и замена контактной группы выключателя зажигания
14.28 Единый замок - устройство, принцип функционирования, диагностика неисправностей
14.29 Снятие, проверка состояния и установка компонентов единого замка
14.30 Система иммобилизации двигателя - устройство, принцип функционирования, диагностика неисправностей
14.31 Снятие и установка компонентов системы иммобилизации двигателя
14.32 Снятие и установка сборки радиоприемника
14.33 Снятие и установка громкоговорителей
14.34 Проверка состояния и восстановительный ремонт оконной антенны радиоприемника
14.35 Снятие, установка и проверка состояния антенного усилителя радиоприемника
14.36 Снятие и установка прикуривателя
14.37. Схемы электрических соединений