Проверка клапанов и направляющих втулок клапанов Сузуки Лиана
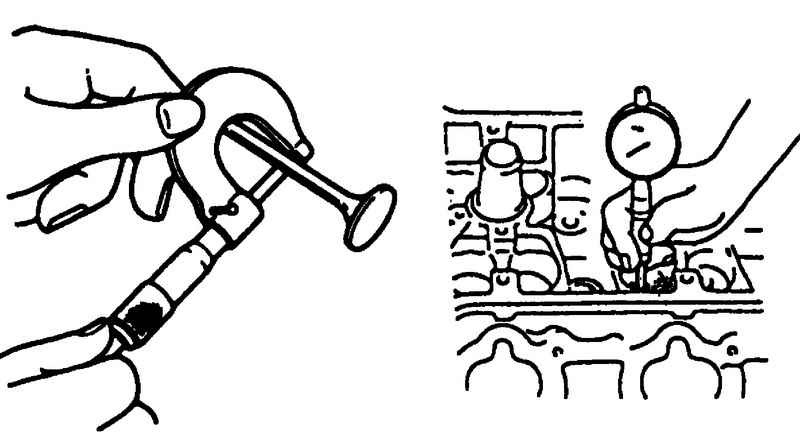 | Рис. 2.115 . Измерение диаметров стержней клапанов и отверстий направляющих втулок
|
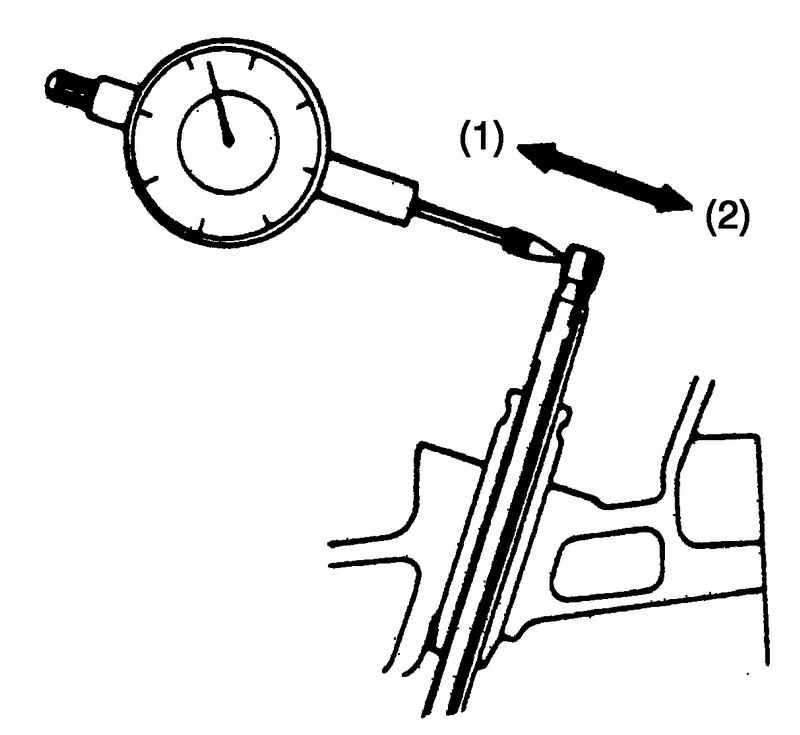 | Рис. 2.116 . Измерение деформации стержня клапана
|
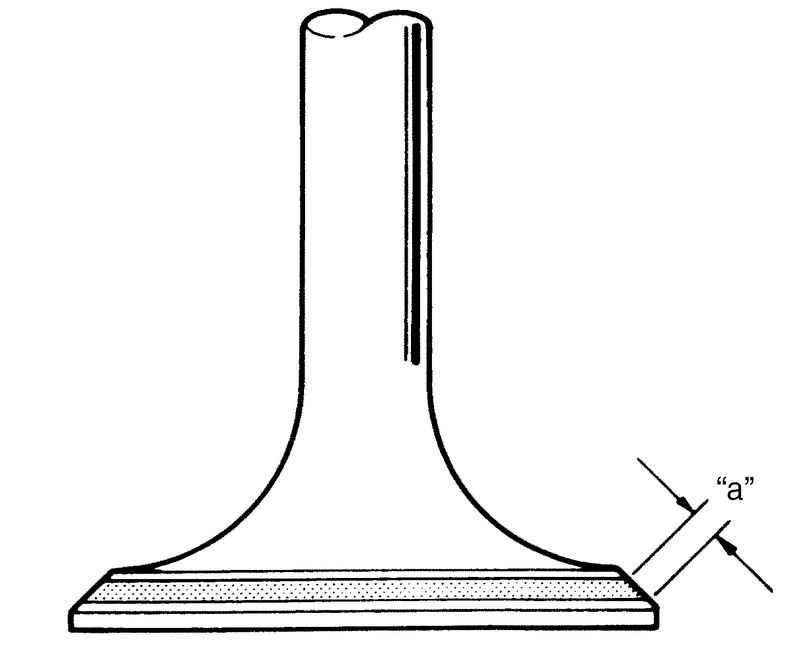
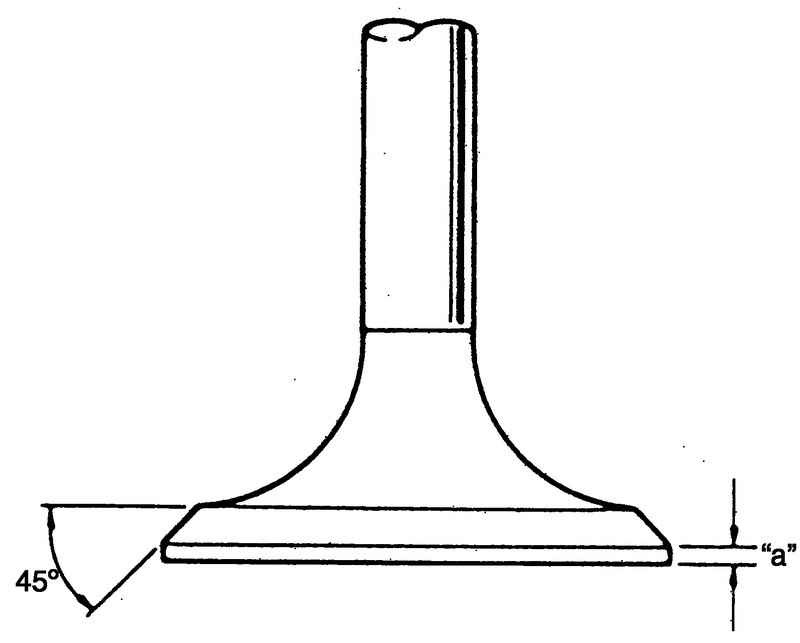 | Рис. 2.117 . Схема измерения толщины «a» тарелки клапана
|
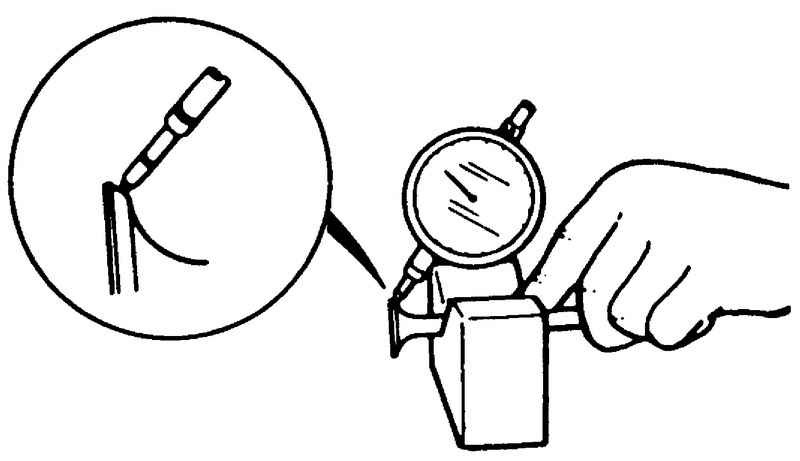 | Рис. 2.118 . Проверка радиального биения клапана на призме
|
 | Рис. 2.119 . Рабочая фаска клапана
|
 | Рис. 2.120 . Ремонт седла клапана
|
1. Эксплуатация и техническое обслуживание автомобиля
1.0 Эксплуатация и техническое обслуживание автомобиля
1.1. Общие сведения
1.2. Ключи, замки дверей и открывающиеся элементы кузова
1.3. Органы управления, комбинация приборов и оборудование салона автомобиля
1.4. Система отопления и кондиционирования воздуха
1.5. Сиденья и средства пассивной безопасности
1.6. Пуск двигателя, вождение и обслуживание автомобиля
1.7. Таблицы
2. Двигатель
2.0 Двигатель
2.1. Предварительные проверки
2.2. Механическая часть двигателей
2.3. Система охлаждения двигателя
2.4. Система смазки двигателя
2.5. Топливная система
2.6. Система зажигания
2.7. Система выпуска
2.8. Двигатель и система снижения токсичности отработавших газов (двигатели М13 и М16)
2.9. Таблицы
3. Трансмиссия
3.0 Трансмиссия
3.1. Сцепление
3.2. Механическая коробка передач
3.3. Автоматическая коробка передач
3.4. Приводной механизм
3.5. Таблицы
4. Ходовая часть
4.0 Ходовая часть
4.1. Диагностика неисправностей подвески, дисков и шин
4.2. Колеса и шины
4.3. Передняя подвеска
4.4. Задняя подвеска
4.5. Таблицы
5. Рулевой механизм
5.0 Рулевой механизм
5.1. Диагностика неисправностей рулевого управления
5.2. Ремонт рулевого управления
5.3. Таблицы
6. Тормозная система
6.0 Тормозная система
6.1. Общее описание
7. Бортовое электрооборудование
7.0 Бортовое электрооборудование
7.1. Система освещения
7.2. Оборудование салона
7.3. Стеклоочистители и стеклоомыватели
7.4. Электрические проверки компонентов системы управления двигателя
8. Кузов
8.0 Кузов
8.1. Навесные элементы кузова
8.2. Отделка кузова
8.3. Остекление кузова
9. Схемы электрооборудования
9.0 Схемы электрооборудования
9.1 Схема источника питания (часть 1)
9.2 Схема источника питания (часть 2)
9.3 Принципиальная схема системы пуска
9.4 Схема системы зарядки
9.5 Схема системы зажигания
9.6 Схема системы охлаждения
9.7 Схема системы управления кондиционирования воздуха (часть 1)
9.8 Схема системы управления кондиционирования воздуха (часть 2)
9.9 Схема системы управления кондиционирования воздуха (часть 3)