Проверка и шлифование седел клапанов Ваз 2105 Жигули
Профиль седла впускного клапана
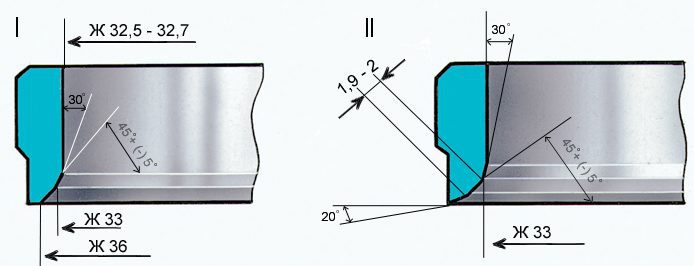 |
| I – новое седло | II – седло после ремонта |
Профиль седла выпускного клапана
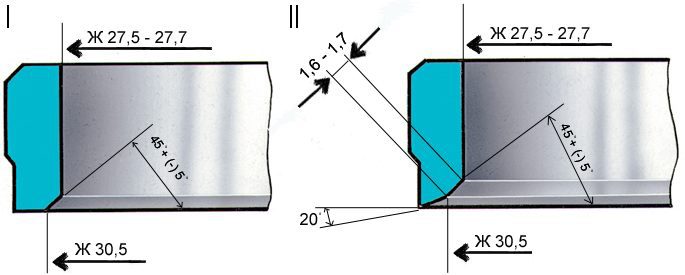 |
|
| I – новое седло | II – седло после ремонта |
Проверка
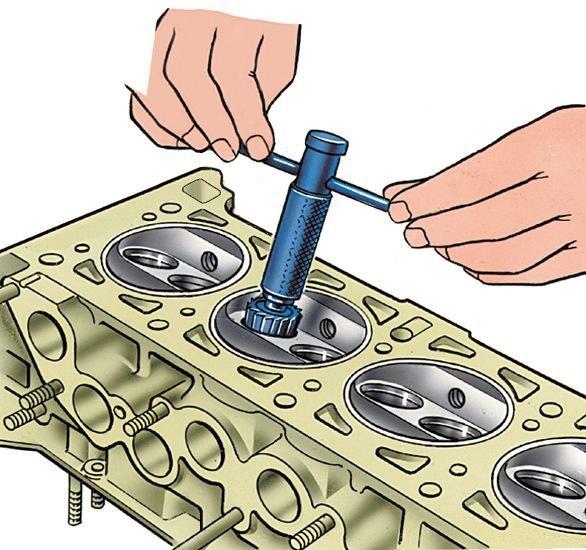
На рабочих фасках седел (зона контакта с клапанами) не должно быть точечных раковин, коррозии и повреждений. Небольшие повреждения можно устранить шлифованием седел. При этом снимайте как можно меньше металла. Шлифовать можно как вручную, так и с помощью шлифовальной машинки.
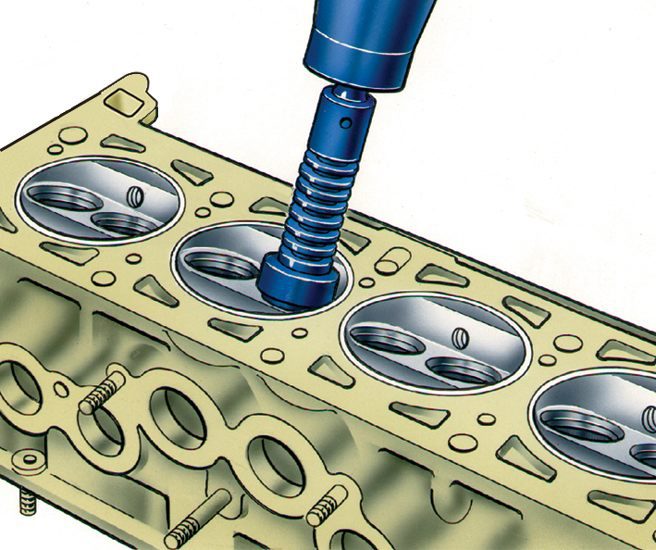
Шлифовка
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||
| ||||||||||
 ЗЗ, а затем фаску 200 зенкером А.94101 до получения рабочей фаски шириной 1,9–2 мм.
ЗЗ, а затем фаску 200 зенкером А.94101 до получения рабочей фаски шириной 1,9–2 мм.
1. Эксплуатация автомобиля
1.0 Эксплуатация автомобиля
1.1. Пуск двигателя
1.2 Управление коробкой передач
1.3 Движение автомобиля
1.4 Торможение и стоянка
1.5 Эксплуатация нового автомобиля
1.6 Корректировка угла опережения зажигания
1.7 Меры предосторожности при эксплуатации автомобиля
1.8 Уход за кузовом
1.9 Хранение автомобиля
2. Техническое обслуживание автомобиля
2.0 Техническое обслуживание автомобиля
2.1 Операции технического обслуживания
3. Общие данные
3.0 Общие данные
3.1 Техническая характеристика автомобилей
3.2. Органы управления
3.3. Управление вентиляцией и отоплением салона
3.4 Моменты затяжки резьбовых соединений
3.5 Инструмент для ремонта и технического обслуживания
3.6 Применяемые горюче-смазочные материалы и эксплуатационные жидкости
3.7 Основные данные для регулировок и контроля
4. Двигатель
4.0 Двигатель
4.1 Возможные неисправности, их причины и методы устранения
4.2 Снятие и установка двигателя
4.3 Разборка двигателя
4.4 Сборка двигателя
4.5 Стендовые испытания двигателя
4.6 Проверка двигателя на автомобиле
4.7. Блок цилиндров
4.8. Поршни и шатуны
4.9. Коленчатый вал и маховик
4.10. Головка цилиндров и клапанный механизм
4.11. Распределительный вал и его привод
4.12. Система охлаждения
4.13. Система смазки
4.14. Система питания
4.15. Карбюратор 2105-1107010
4.16. Карбюратор 21051-1107010
5. Трансмиссия
5.0 Трансмиссия
5.1. Сцепление
5.2. Коробка передач
5.3. Карданная передача
5.4. Задний мост
6. Ходовая часть
6.0 Ходовая часть
6.1. Передняя подвеска
6.2. Задняя подвеска
6.3. Амортизаторы
7. Рулевое управление
7.0 Рулевое управление
7.1 Возможные неисправности, их причины и методы устранения
7.2. Осмотр, проверка и регулировка рулевого правления
7.3. Рулевой механизм
7.4 Тяги и шаровые шарниры рулевого механизма
7.5 Кронштейн маятникового рычага
8. Тормоза
8.0 Тормоза
8.1 Возможные неисправности, их причины и методы устранения
8.2. Проверка и регулировка тормозов
8.3 Кронштейн педалей сцепления и тормоза
8.4 Вакуумный усилитель
8.5. Главный цилиндр
8.6. Передние тормоза
8.7. Задние тормоза
8.8. Регулятор давления задних тормозов
8.9. Стояночный тормоз
9. Электрооборудование
9.0 Электрооборудование
9.1 Возможные неисправности, их причины и методы устранения
9.2 Цепи, защищаемые предохранителями
9.3. Аккумуляторная батарея
9.4. Генератор
9.5. Стартер
9.6. Система зажигания
9.7. Освещение и световая сигнализация
9.8. Звуковые сигналы
9.9. Очиститель ветрового стекла
9.11. Электродвигатель вентилятора отопителя
9.12. Контрольные приборы
9.13. Система управления пневмоклапаном карбюратора
10. Кузов
10.0 Кузов
10.1 Возможные неисправности, их причины и методы устранения
10.2. Двери
10.3. Капот, крышка багажника, бамперы
10.4. Остекление кузова, омыватели ветрового стекла и стекол фар
10.5 Панель приборов
10.6. Сиденья
10.7. Отопитель
10.8. Ремонт каркаса кузова
10.9. Лакокрасочные покрытия
10.10. Противокоррозионная защита кузова
11. Модификации автомобиля
11.0 Модификации автомобиля
11.1. Особенности ремонта автомобилей ВАЗ-21051 и ВАЗ-21053
11.2. Особенности ремонта автомобилей ВАЗ-2104 и ВАЗ-21043
11.3 Автомобили ВАЗ-21044 с системой впрыска топлива
11.4. Устройство системы центрального впрыска топлива
12. Электросхемы
12.0 Электросхемы
12.1 Интерактивная электросхема автомобиля ВАЗ-2105
12.2 Схема электрооборудования автомобиля ВАЗ-2104
12.3 Схема электрических соединений системы впрыска
12.4 Схема соединения комбинации приборов
12.5 Схема соединений контрольных ламп тормозной системы
12.6 Схема включения очистителей и омывателей фар
12.7 Схема включения электродвигателя вентилятора отопителя
12.8 Схема включения очистителя и омывателя ветрового стекла
12.9 Схема включения указателей поворота и аварийной сигнализации