Ремонт редуктора Ваз 2106 Жигули
ПОРЯДОК ВЫПОЛНЕНИЯ | |||||||||||||||||||||||||
|

















1. Общие сведения
1.0 Общие сведения
1.1 Техника безопасности
2. Диагностика неисправностей
2.0 Диагностика неисправностей
2.1 агностика неисправностей двигателя и его систем
2.2 Диагностика неисправностей сцепления
2.3 агностика неисправностей коробки передач
2.4 Диагностика неисправностей карданной передачи, заднего моста, ходовой части, рулевого управления и тормозной системы
2.5 Диагностика неисправностей кузова
2.6. Диагностика неисправностей электрооборудования
3. Двигатель
3.0 Двигатель
3.1 Головка цилиндров и механизм газораспределения
3.2 Система смазки
3.3 Замена масла
3.4 Замена успокоителя цепи привода распределительного вала
3.5 Замена распределительного вала и рычагов клапанов
3.6 Замена маслоотражательных колпачков механизма газораспределения
3.7 Замена прокладок впускного и выпускного коллекторов
3.8 Замена прокладки головки блока цилиндров
3.9 Разборка головки блока цилиндров, притирка клапанов
4. Система питания двигателя
4.0 Система питания двигателя
4.1 Замена фильтрующего элемента воздушного фильтра
4.2 Замена топливного насоса
4.3 Ремонт топливного насоса
4.4 Замена топливного бака и крышки его лючка
5. Карбюратор
5.0 Общие сведения про карбюратор
5.1 Очистка топливного фильтра
5.2 Замена электромагнитного клапана системы холостого хода
5.3. Регулировка карбюратора
5.4 Замена карбюратора
5.5. Ремонт карбюратора
6. Система охлаждения двигателя
6.0 Система охлаждения двигателя
6.1 Замена охлаждающей жидкости
6.2 Замена насоса охлаждающей жидкости
6.3. Замена термостата
6.4 Замена радиатора двигателя
7. Система выпуска отработавших газов
7.0 Система выпуска отработавших газов
7.1 Замена деталей системы выпуска
8. Сцепление
8.0 Сцепление
8.1 Замена жидкости и прокачка гидропривода сцепления
8.2 Регулировка привода
8.3 Замена главного цилиндра сцепления
8.4 Ремонт главного цилиндра сцепления
8.5 Замена рабочего цилиндра сцепления
8.6 Замена нажимного диска в сборе и подшипника выключения сцепления
9. Коробка передач
9.0 Коробка передач
9.1 Проверка уровня и замена масла в коробке передач
9.2 Замена выключателя света заднего хода
9.3 Замена манжеты вторичного вала
9.4 Замена коробки передач
9.5 Ремонт коробки передач
9.6 Замена привода спидометра
9.7 Особенности ремонта пятиступенчатой коробки передач
10. Карданная передача
10.0 Карданная передача
10.1. Техническое обслуживание
10.2. Замена карданной передачи
11. Задний мост
11.0 Задний мост
11.1 Проверка исправности заднего моста
11.2 Замена масла
11.3 Замена полуоси и ее манжеты
11.4 Снятие и установка заднего моста
11.5 Замена манжеты ведущей шестерни
11.6 Замена редуктора
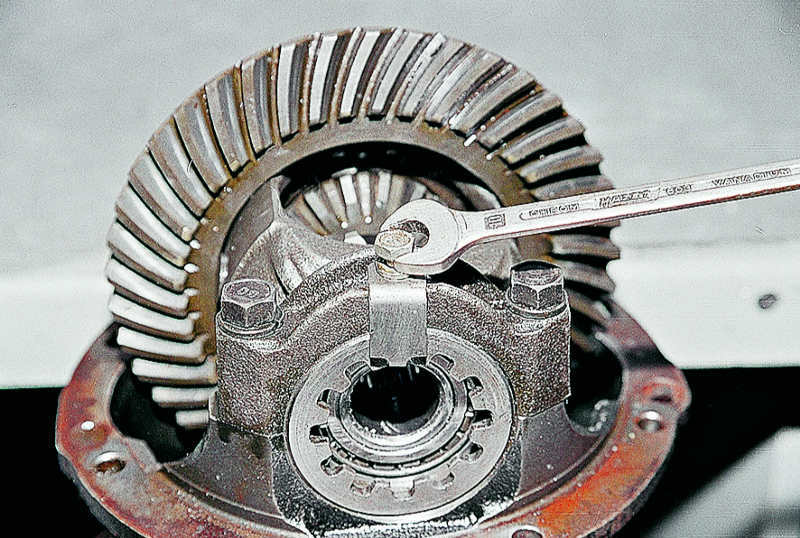
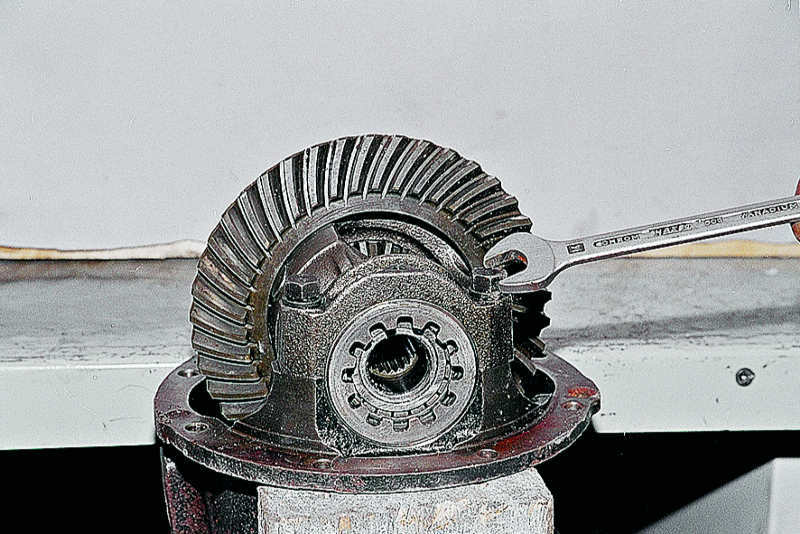
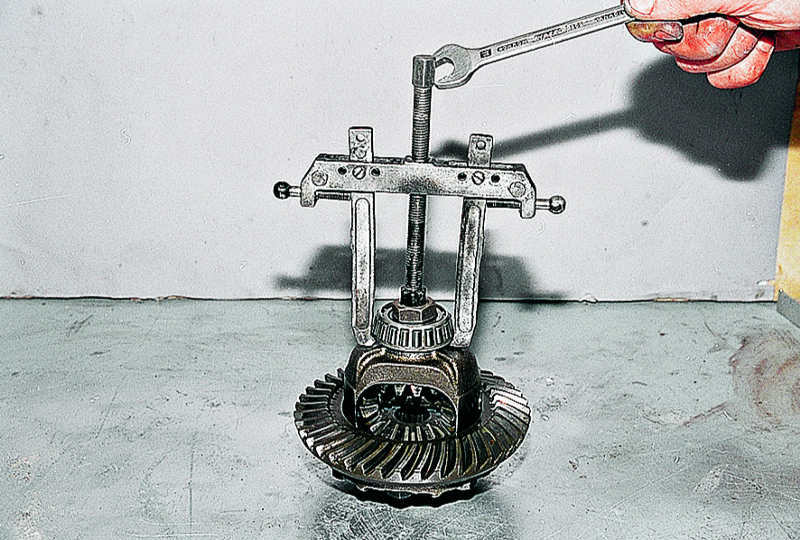
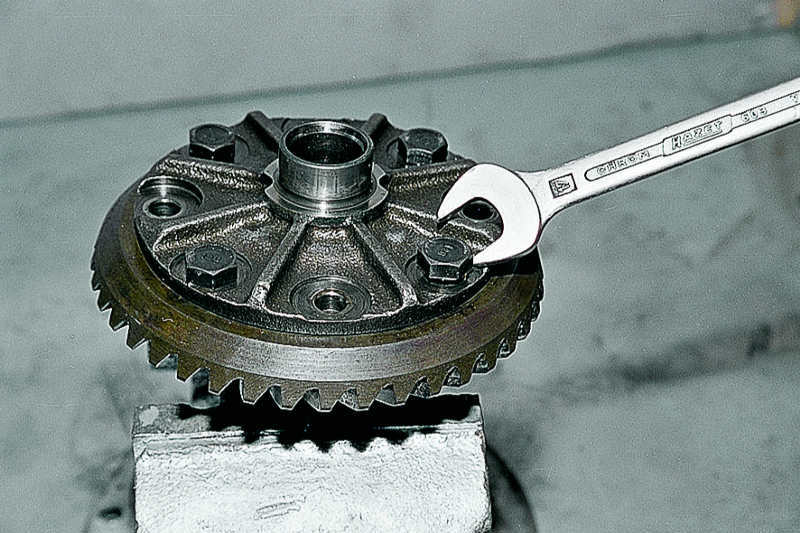
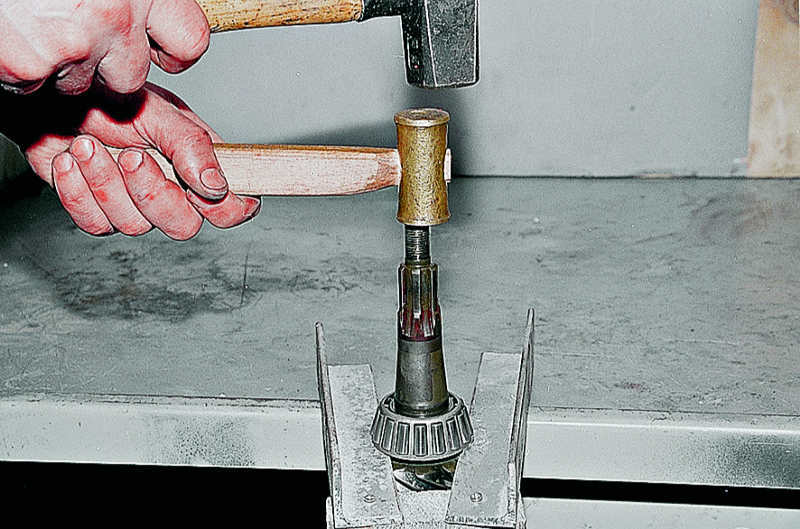
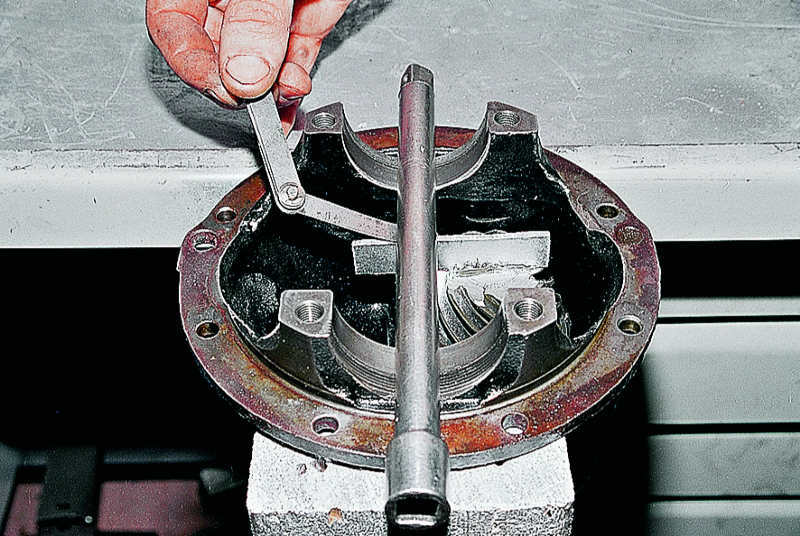
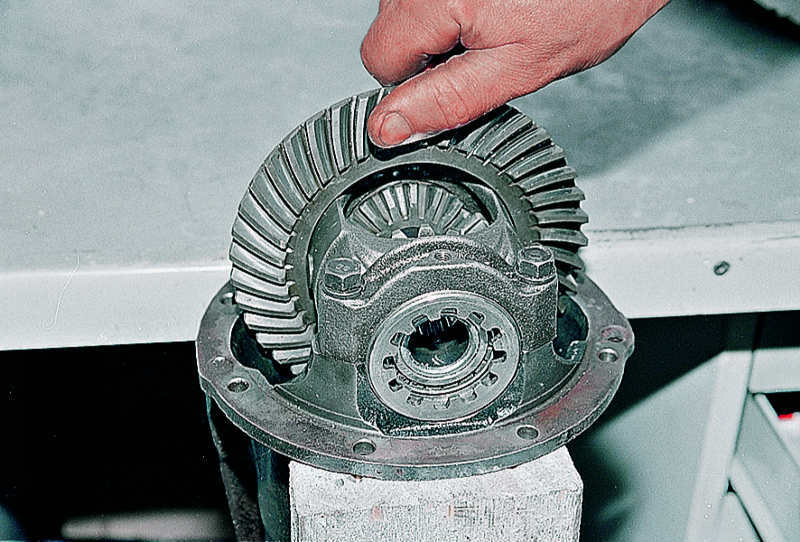
11.7 Ремонт редуктора
12. Передняя подвеска
12.0 Передняя подвеска
12.1. Техническое обслуживание
12.2 Замена подшипников и манжеты ступицы
12.3 Замена подушек и штанги стабилизатора
12.4 Замена шаровых опор
12.5 Замена амортизаторов
12.6 Замена пружин
12.7 Замена верхних рычагов и их резинометаллических шарниров
12.8 Замена резинометаллических шарниров нижних рычагов на автомобиле
12.9 Замена нижних рычагов
12.12. Регулировка углов установки колес
13. Задняя подвеска
13.0 Задняя подвеска
13.1 Проверка технического состояния
13.2. Замена деталей задней подвески
14. Рулевое управление
14.0 Рулевое управление
14.1 Доливка масла
14.2 Проверка состояния рулевого управления
14.3 Регулировка зацепления редуктора
14.4 Замена рулевых тяг
14.5 Замена и ремонт маятникового рычага
14.6 Снятие и установка рулевого колеса
14.7 Снятие и установка рулевого вала
14.8 Снятие и установка рулевого механизма
14.9 Снятие сошки
15. Тормозная система
15.0 Тормозная система
15.1 Проверка состояния гидропривода
15.2 Проверка вакуумного усилителя тормозов
15.3 Проверка работоспособности регулятора давления
15.4 Замена тормозной жидкости и прокачка тормозной системы
15.5 Замена тормозных колодок передних колес
15.6 Замена тормозных колодок задних колес
15.7 Замена суппорта тормоза переднего колеса
15.8 Замена тормозных цилиндров передних колес
15.9 Ремонт тормозных цилиндров передних колес
16. Общие сведения
16.0 Общие сведения
16.1. Проверка электрических цепей
16.2 Блоки предохранителей
16.3 Замена предохранителей
16.4 Замена основного и дополнительного блоков предохранителей
16.5. Замена реле
16.6 Замена выключателя зажигания
16.7 Замена контактной части выключателя зажигания
16.8 Аккумуляторная батарея
16.9. Генератор
16.10. Стартер
16.11. Система зажигания
16.12. Освещение, световая и звуковая сигнализации
16.13. Очиститель и омыватель ветрового стекла
16.14. Ремонт электродвигателя отопителя
16.15. Контрольные приборы
17. Кузов
17.0 Кузов
17.1 Замена переднего бампера
17.2 Замена решетки радиатора
17.3 Замена замка капота
17.4 Замена капота
17.5 Замена ветрового стекла
17.6 Замена внутреннего зеркала заднего вида
17.7 Замена солнцезащитного козырька
17.8 Замена накладки потолка
17.9 Замена потолочного поручня
18. Система отопления и вентиляции
18.0 Система отопления и вентиляции
18.1 Замена электровентилятора отопителя
18.2 Замена радиатора отопителя
18.3 Замена кожуха радиатора
18.4 Замена крана отопителя
19. Уход за кузовом автомобиля
19.0 Уход за кузовом автомобиля
19.1 Мойка автомобиля
19.2 Сохранение и защита лакокрасочного покрытия
20. Приложения
20.0 Приложения
20.1 Инструмент, применяемый помимо штатного набора
20.2 Схема электрооборудования автомобилей ВАЗ–2106, ВАЗ-21061, ВАЗ-21063 выпуска 1976–1987 гг.
20.4 Моменты затяжки резьбовых соединений
20.5 Основные данные для регулировок и контроля
20.6 Характеристики свечей зажигания
20.7 Применяемые топливо, смазочные материалы и эксплуатационные жидкости
20.8 Лампы, применяемые на автомобиле
20.9 Манжетные уплотнения (сальники)