Блок цилиндров. Осмотр, дефектовка и ремонт Ваз 21099 Лада Самара
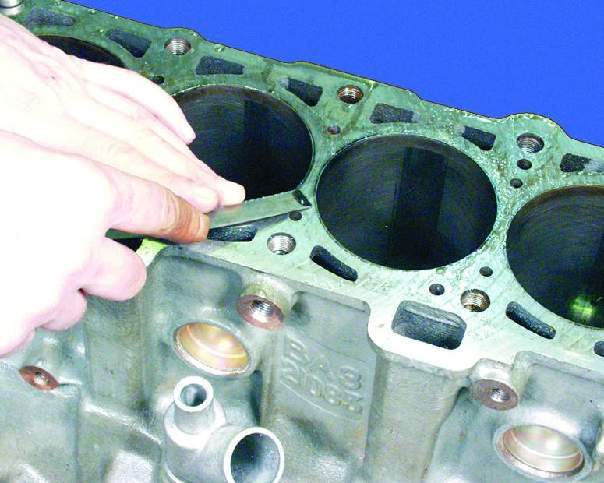
После разборки тщательно очистите, промойте и просушите все детали.
Предупреждение
![]() Расточку и хонингование цилиндров обязательно проводите в специализированных мастерских.
Расточку и хонингование цилиндров обязательно проводите в специализированных мастерских.
Примечание 1
Предусмотрены два ремонтных размера цилиндров.
Первый ремонтный размер:
диаметр цилиндров увеличен на 0,4 мм.
Второй ремонтный размер:
диаметр увеличен на 0,8 мм.
Даже если дефекты обнаружены только в одном цилиндре, необходимо расточить все четыре цилиндра под один ремонтный размер.
Примечание 2
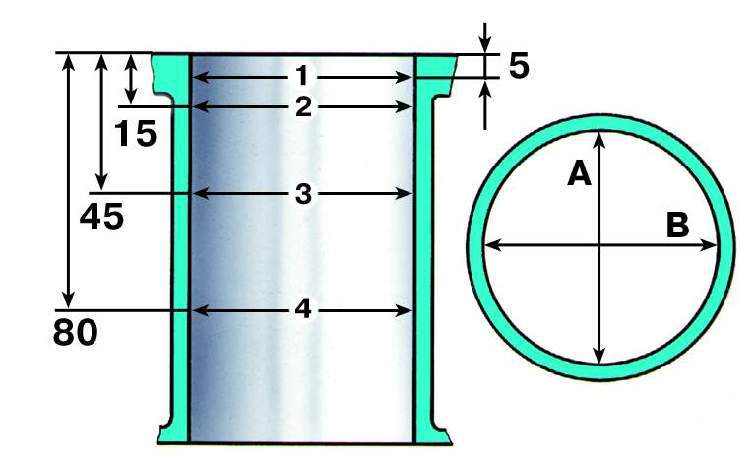
Для измерения цилиндров существует специальный прибор – нутромер.
ПОРЯДОК ВЫПОЛНЕНИЯ
| ||||||||||||||||||||||||




1. Описание автомобиля
1.0 Описание автомобиля
1.1 Внешний вид
1.2 Подкапотное пространство
1.3 Общие данные
1.4 Технические характеристики
1.5 Паспортные данные
2. Эксплуатация автомобиля
2.0 Эксплуатация автомобиля
2.1 Правила техники безопасности и рекомендации по эксплуатации
2.2 Боковые двери
2.3 Крышка багажника
2.4 Открытие и закрытие капота
2.5 Багажное отделение
2.6 Регулировка передних сидений
2.7 Органы управления
2.8 Вентиляция и отопление салона
2.9 Устранение запотевания или обмерзания стекол
3. Техническое обслуживание автомобиля
3.0 Техническое обслуживание автомобиля
3.1 Проверка герметичности уплотнений двигателя и коробки передач
3.2 Проверка герметичности системы охлаждения
3.3 Проверка герметичности топливной системы
3.4 Замена охлаждающей жидкости
3.5 Замена масляного фильтра и масла в двигателе
3.6 Замена фильтрующего элемента воздушного фильтра
3.7 Проверка и регулировка ремня привода генератора
3.8 Замена ремня привода генератора
3.9 Очистка и промывка деталей системы вентиляции картера
3.33. Замена ламп
4. Уход за автомобилем
4.0 Уход за автомобилем
4.1 Мойка автомобиля
4.2 Уход и восстановление лакокрасочного покрытия кузова
4.3 Смазка кузова
4.4 Прочистка дренажных отверстий
4.5. Хранение автомобиля
4.6 Подготовка к зимней эксплуатации
4.7 Советы по пуску двигателя в сильный мороз
4.8 Что полезно купить к зиме
4.9 Советы по зимней эксплуатации автомобиля
5. Неисправности в пути
5.0 Неисправности в пути
5.1. Двигатель
5.2. Проверка электрооборудования
5.3 Появились посторонние стуки
5.4 Вибрация и удары на рулевом колесе
5.5. Проблемы с тормозами
5.6 Прокол колеса
6. Ходовая часть
6.0 Ходовая часть
6.1. Передняя подвеска
6.2. Задняя подвеска
7. Рулевое управление
7.0 Рулевое управление
7.1 Рулевое колесо
7.2 Рулевая колонка
7.3 Механизм рулевого управления
7.4 Замена рулевых тяг
8. Тормозная система
8.0 Тормозная система
8.1 Тормозной механизм переднего колеса
8.2 Тормозной механизм заднего колеса
8.3 Колесный цилиндр
8.4 Привод тормозных механизмов
9. Электрооборудование
9.0 Электрооборудование
9.1 Блок реле и предохранителей
9.2. Генератор
9.3. Стартер
9.4. Освещение и световая сигнализация
9.5. Отопитель
9.6. Стеклоочистители
9.7 Звуковой сигнал
9.8. Система зажигания
9.9 Панель приборов (высокая)
Кузов
10.0 Кузов
10.1 Замена переднего буфера
10.2 Замена заднего буфера
10.3 Замена облицовки радиатора
10.4 Замена переднего крыла
10.5 Cнятие и установка капота
10.6 Регулировка капота
10.7 Регулировка замка капота
10.8 Передняя дверь
10.9 Задняя дверь
11. Двигатель и его системы
11.0 Двигатель и его системы
11.1 Снятие и установка двигателя
11.2 Регулировка зазоров в приводе клапанов
11.3. Система питания
11.4. Система смазки
11.5. Система охлаждения
11.6. Система выпуска отработавших газов
11.7 Полная разборка двигателя
11.8 Блок цилиндров. Осмотр, дефектовка и ремонт
11.9 Поршень с шатуном. Разборка, дефектовка и сборка
11.10. Головка блока цилиндров
11.15. Регулировка карбюратора
12. Трансмиссия
12.0 Трансмиссия
12.1 Коробка передач и дифференциал. Основные узлы и детали
12.2 Снятие коробки передач
12.3 Установка коробки передач
12.4 Регулировка привода сцепления
12.5 Разборка коробки передач
12.6 Осмотр и дефектовка деталей коробки передач
12.7. Вторичный вал коробки передач
12.8 Первичный вал коробки передач
12.9. Дифференциал
12.16. Привод сцепления
12.17. Привод передних колес
13. Приложения
13.0 Приложения
13.1 Приложение 1. Основные данные для регулировок и контроля
13.2 Приложение 2. Горюче-смазочные материалы и эксплуатационные жидкости
13.3 Приложение 3. Моменты затяжки резьбовых соединений
13.4 Приложение 4. Сервисная книжка
13.5 Приложение 5. Схема электрооборудования автомобиля