Проверка технического состояния и ремонт Ваз 2115 Лада
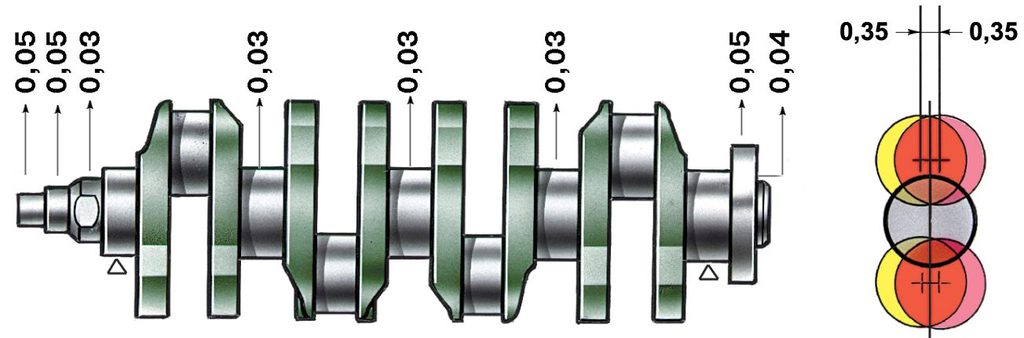 | Рис. 2.42. Допустимые биения основных поверхностей коленчатого вала |
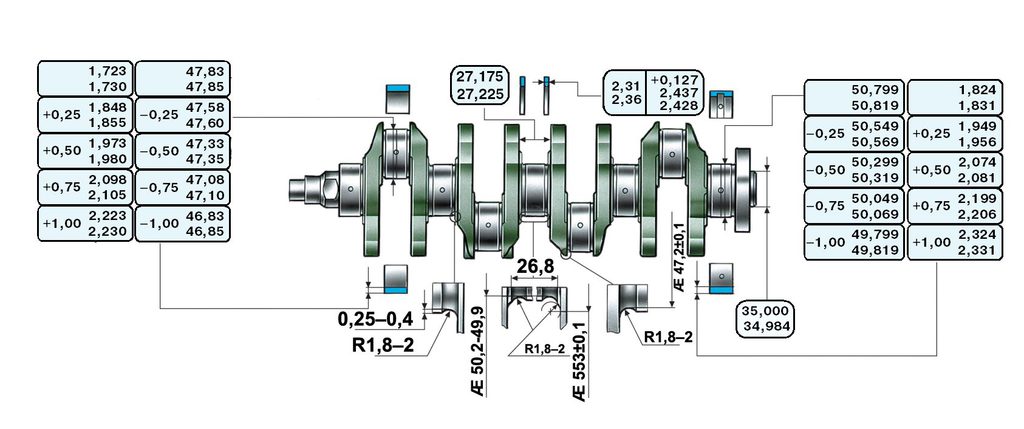 | Рис. 2.41. Основные размеры коленчатого вала |
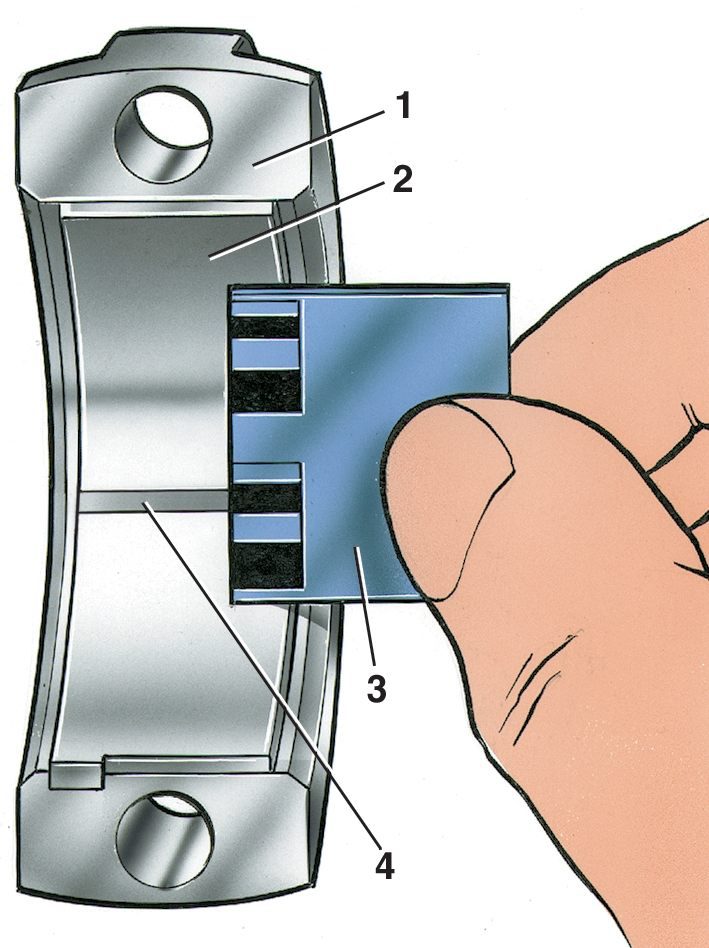 | Рис. 2.43. Измерение зазора в шатунном подшипнике: 1 – сплющенная калиброванная пластмассовая проволока; 2 – вкладыш; 3 – крышка шатуна; 4 – шкала для измерения зазора |
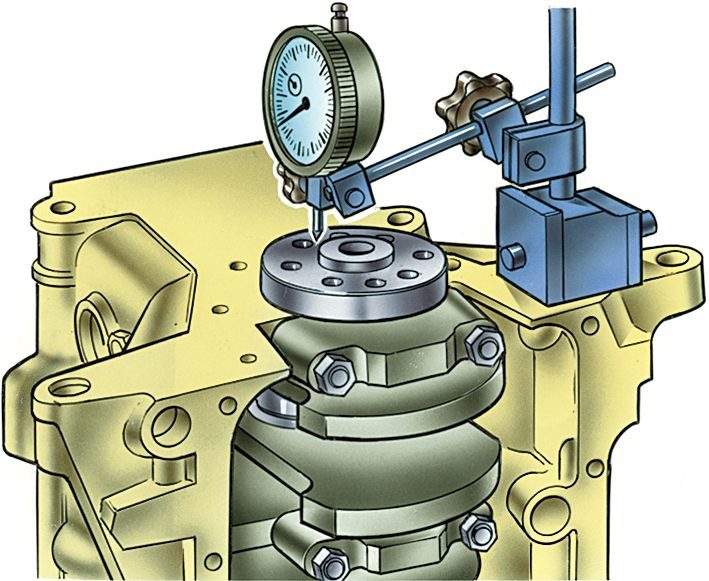 | Рис. 2.19. Проверка осевого свободного хода коленчатого вала |
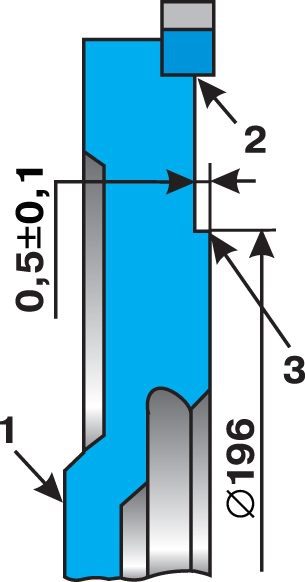 | Рис. 2.44. Маховик: 1 – поверхность, прилегающая к фланцу коленчатого вала; 2 – место проверки поверхности для крепления сцепления; 3 – место проверки биения опорной поверхности ведомого диска сцепления2-39 copy.jpg |
1. Общие данные
1.0 Общие данные
1.1 Технические характеристики автомобилей
1.2. Органы управления автомобиля
1.3. Эксплуатация автомобиля
1.4 Техническое обслуживание автомобиля
2. Двигатель
2.1 Возможные неисправности, их причины и методы устранения
2.2 Снятие и установка силового агрегата
2.3 Разборка и сборка силового агрегата
2.4 Разборка двигателя
2.5 Сборка двигателя
2.6 Обкатка двигателя после ремонта
2.7 Проверка двигателя на автомобиле после ремонта
2.8. Блок цилиндров
2.9. Шатунно-поршневая группа
2.10. Коленчатый вал и маховик
2.11. Головка цилиндров
2.12. Распределительный вал и его привод
2.13. Система смазки
2.14. Система охлаждения
2.15. Система питания
3. Трансмиссия
3.0 Трансмиссия
3.1. Сцепление
3.2. Коробка передач
3.3. Привод передних колес
4. Ходовая часть
4.0 Ходовая часть
4.1. Передняя подвеска
4.2. Задняя подвеска
5. Рулевое управление
5.0 Рулевое управление
5.1. Особенности устройства
5.2 Возможные неисправности, их причины и методы устранения
5.3 Осмотр и проверка рулевого управления на автомобиле
5.4. Снятие и установка
5.5 Проверка зазора между упором рейки и гайкой
5.6. Разборка, проверка технического состояния и сборка
5.7 Замена заклепок эластичной муфты вала рулевого управления
6. Тормозная система
6.0 Тормозная система
6.1. Особенности устройства
6.2 Возможные неисправности, их причины и методы устранения
6.3. Проверка и регулировка тормозов
6.4. Вакуумный усилитель
6.5. Главный цилиндр
6.6. Регулятор давления
6.7. Тормозной механизм переднего колеса
6.8. Тормозной механизм заднего колеса
6.9. Разборка и сборка колесных цилиндров
6.10. Стояночная тормозная система
7. Электрооборудование
7.0 Электрооборудование
7.1. Провода и предохранители
7.2. Аккумуляторная батарея
7.3. Генератор
7.4. Стартер
7.5. Освещение и световая сигнализация
7.6 Звуковой сигнал
7.7. Очиститель ветрового стекла
7.8. Электродвигатель вентилятора отопителя
7.9. Электродвигатель вентилятора системы охлаждения двигателя
7.10. Комбинация приборов
7.11. Блок индикации бортовой системы контроля
7.14. Электростекло-подъемники передних дверей
7.15. Система блокировки замков дверей
8. Кузов
8.0 Кузов
8.1. Особенности устройства
8.2. Ремонт каркаса кузова
8.3. Лакокрасочные покрытия
8.4. Антикоррозионная защита кузова
8.5 Герметизация кузова
8.6. Двери
8.7. Капот, крышка багажника, бамперы
8.8. Остекление кузова
8.9. Панель приборов, сиденья
8.10. Отопитель
9. Автомобили ВАЗ-2115-01, ВАЗ-2114-20
9.0 Автомобили ВАЗ-2115-01, ВАЗ-2114-20
9.1. Автомобиль ВАЗ-2115-01
9.2. Автомобиль ВАЗ-2114-20
10. Приложения
10.0 Приложения
10.1 Приложение 1. Моменты затяжки резьбовых соединений
10.2 Приложение 2. Специальный инструмент для ремонта и технического обслуживания
10.3 Приложение 3. Основные данные для регулировок и контроля
10.4 Приложение 4. Горюче-смазочные материалы и эксплуатационные жидкости