Обработка седел клапанов Фольксваген Туарег
| ПРИМЕЧАНИЕ При ремонте двигателей с неплотными клапанами обработайте или заменить седла клапанов и клапаны недостаточно. Особенно в двигателях с длительным сроком службы необходимо проверить направляющие втулки клапанов на износ.
|
| ПРИМЕЧАНИЕ Если клапан при ремонте заменяется, то при измерениях следует используйте новый клапан.
|
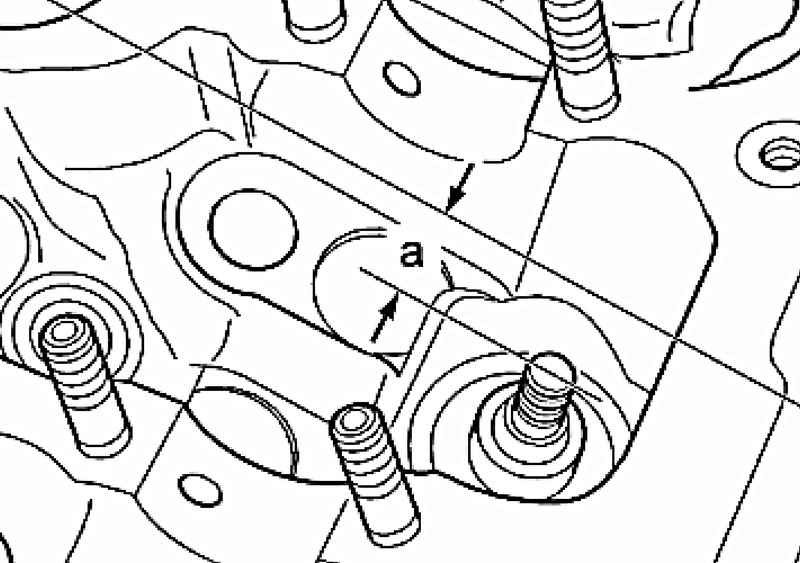 | Рис. 2.85 . Расстояние A между концом стержня клапана и верхним краем головки блока цилиндров
|

| ПРИМЕЧАНИЕ На следующих схемах максимально допустимый припуск на обработку седел клапанов изображен как размер B.
|
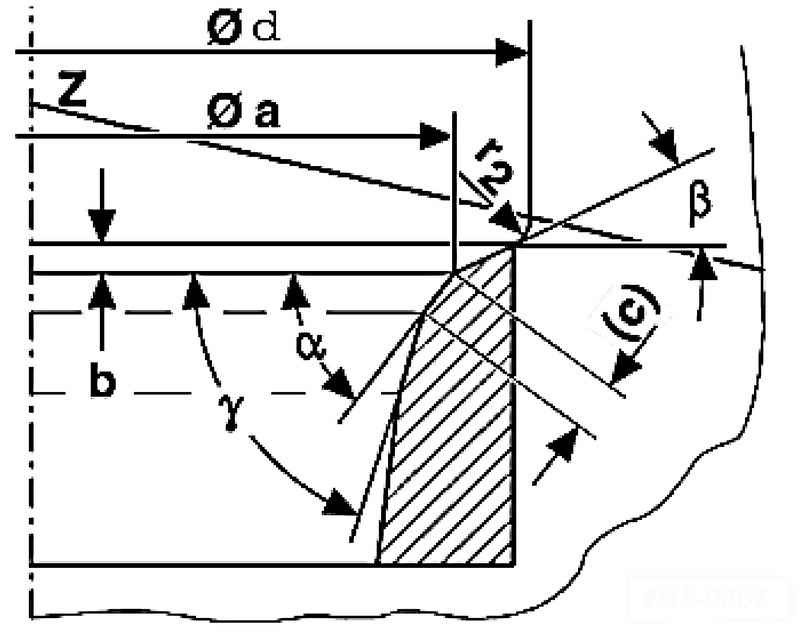 | Рис. 2.86 . Схема обработки седла впускного клапана
|
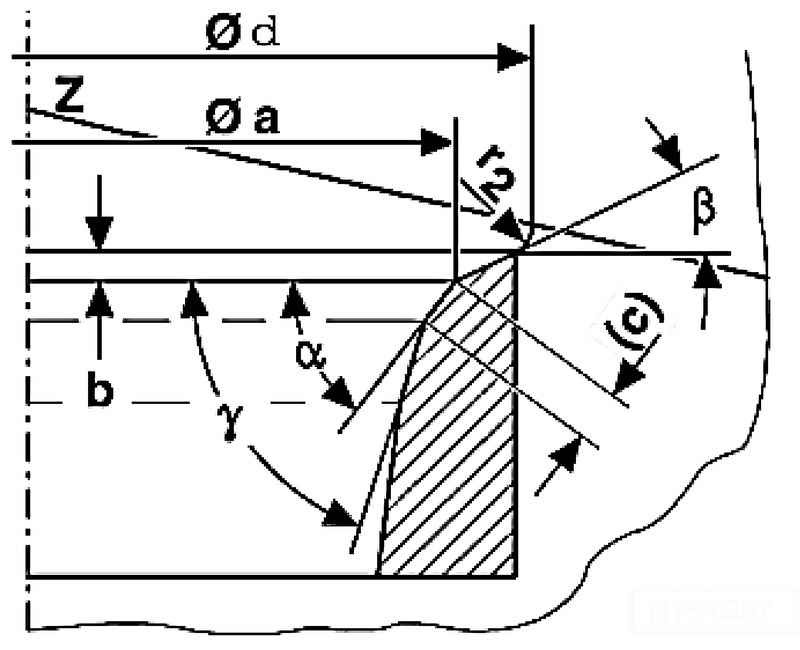 | Рис. 2.87 . Схема обработки седла выпускного клапана
|
1. Эксплуатация и техническое обслуживание автомобиля
1.0 Эксплуатация и техническое обслуживание автомобиля
1.1. Общие сведения
1.2. Ключи и замки дверей, электрические стеклоподъемникия
1.3. Органы управления и контрольные приборы
1.4. Управление микроклиматом
1.5. Сиденья
1.6. Системы безопасности
1.7. Техническое обслуживание и управление автомобилем
1.8. Таблицы
2. Двигатель
2.0 Двигатель
2.1. Предварительные проверки на автомобиле
2.2. Механическая часть (бензиновые двигатели 3,2L)
2.3. Механическая часть (бензиновые двигатели 4,2L)
2.4. Механическая часть (дизельные двигатели 5,0L)
2.5. Снятие и установка подрамника
2.6. Система наддува (дизельные двигатели)
2.7. Система охлаждения (бензиновые двигатели)
2.8. Система охлаждения (дизельные двигатели)
2.9. Система смазки (бензиновые двигатели)
2.10. Система смазки (дизельные двигатели)
2.11. Система впрыска (бензиновые двигатели)
2.12. Система впрыска (дизельные двигатели)
2.13. Система выпуска отработавших газов
2.14. Система топливоподачи (бениновые двигатели)
2.15. Таблицы
3. Трансмиссия
3. Механическая коробка передач 08D и раздаточная коробка Е473
3.0 Трансмиссия
3.1. -ступенчатая автоматическая коробка передач 09D
3.2. Проверка гидротрансформатора
3.4. Карданный вал
3.5. Приводной механизм
3.6. Таблицы
4. Ходовая часть
4.0 Ходовая часть
4.1. Колеса и шины
4.2. Передняя подвеска
4.3. Задняя подвеска
4.4. Таблицы
5. Рулевой механизм
5.0 Рулевой механизм
5.1. Ремонт рулевого механизма
6. Тормозная система
6.0 Тормозная система
6.1. Общие сведения
6.2. Таблицы
7. Бортовое электрооборудование
7. Фары
7.0 Бортовое электрооборудование
7.1. Общие сведения
7.2. Генератор и стартер
7.3. Комбинация приборов
7.4. Передний стеклоочиститель
7.6. Таблицы
8. Кузов
8.0 Кузов
8.1. Наружные элементы кузова
9. Схемы электрооборудования
9.0 Схемы электрооборудования
9.1 Электросхема климатической установки Climatronic 2-C (устанавливается с 05.2005) (часть 1)
9.2 Электросхема климатической установки Climatronic 2-C (устанавливается с 05.2005) (часть 2)
9.3 Электросхема климатической установки Climatronic 2-C (устанавливается с 05.2005) (часть 3)
9.4 Электросхема климатической установки Climatronic 2-C (устанавливается с 05.2005) (часть 4)
9.5 Электросхема климатической установки Climatronic 2-C (устанавливается с 05.2005) (часть 5)
9.6 Электросхема климатической установки Climatronic 2-C (устанавливается с 05.2005) (часть 6)
9.7 Электросхема климатической установки Climatronic 2-C (устанавливается с 05.2005) (часть 7)
9.8 Электросхема климатической установки Climatronic 2-C (устанавливается с 05.2005) (часть 8)