Замена переднего крыла Ваз 2101 Жигули
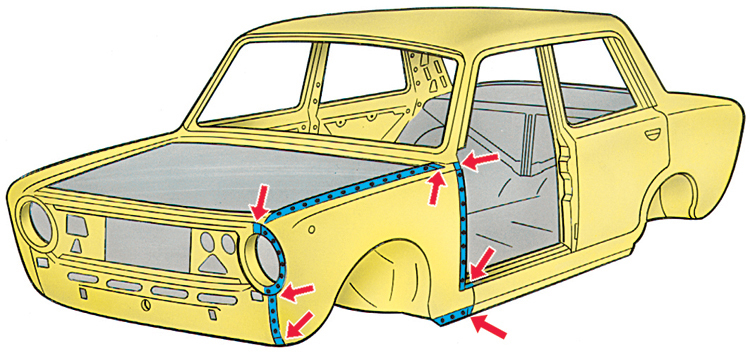
Места сварки переднего крыла
| Точками обозначены швы контактной сварки. Стрелками указаны точки газовой сварки. |
При незначительных повреждениях (небольшие вмятины, царапины и т. п.), не снимая крыла, выполните рихтовку и окраску. После рихтовки обязательно проверьте состояние внутреннего антикоррозионного покрытия, при необходимости, восстановите его.
При значительных деформациях крыла, разрывах, замените его.
| ПОРЯДОК ВЫПОЛНЕНИЯ | |||||||||
|
1. Технические данные
1.0 Технические данные
1.1 Основные габаритные размеры автомобиля ВАЗ–2101
1.2 Основные габаритные размеры автомобиля ВАЗ–21011
1.3 Основные габаритные размеры автомобиля ВАЗ–2102
1.4 Техническая характеристика автомобилей
1.5 Органы управления и контрольные приборы
1.6 Выключатель зажигания
1.7 Органы управления вентиляцией и отоплением салона
2. Эксплуатация и обслуживание
2.0 Эксплуатация и обслуживание
2.1. Эксплуатация автомобиля
2.2. Техническое обслуживание автомобиля
3. Двигатель
3.0 Двигатель
3.1 Особенности устройства
3.2 Возможные неисправности двигателя, их причины и методы устранения
3.3 Снятие и установка двигателя
3.4 Разборка двигателя
3.5 Сборка двигателя
3.6 Стендовые испытания двигателя
3.7 Проверка двигателя на автомобиле
3.8. Блок цилиндров
3.9. Поршни и шатуны
3.10. Коленчатый вал и маховик
3.11. Головка цилиндров и клапанный механизм
3.12. Распределительный вал и его привод
3.13. Система охлаждения
3.14. Система смазки
4. Топливная система
4.0 Топливная система
4.1. Система питания
4.2. Карбюратор
5. Система зажигания
5.0 Система зажигания
5.1 Установка момента зажигания
5.2 Зазор между контактами прерывателя в распределителе зажигания
5.3. Проверка приборов зажигания на стенде
5.4 Возможные неисправности зажигания, их причины и методы устранения
6. Система запуска и зарядки
6.0 Система запуска и зарядки
6.1. Аккумуляторная батарея
6.2. Генератор
6.3. Стартер
7. Трансмиссия
7.0 Трансмиссия
7.1. Сцепление
7.2. Коробка передач
7.3. Карданная передача
7.4. Задний мост
8. Ходовая часть
8.0 Ходовая часть
8.1. Передняя подвеска
8.2. Задняя подвеска
8.3. Амортизаторы
8.4 Возможные неисправности ходовой части, их причины и методы устранения
9. Рулевое управление
9.0 Рулевое управление
9.1 Особенности устройства
9.2. Осмотр, проверка и регулировка рулевого управления
9.3. Рулевой механизм
9.4. Тяги и шаровые шарниры рулевого привода
9.5. Кронштейн маятникового рычага
9.6 Возможные неисправности рулевого управления
10. Тормозная система
10.0 Тормозная система
10.1. Особенности устройства
10.2. Проверка и регулировка тормозов
10.3. Кронштейн педалей сцепления и тормоза
10.4. Главный цилиндр
10.5. Передние тормоза
10.6. Задние тормоза
10.7. Регулятор давления задних тормозов
10.8. Стояночный тормоз
10.9 Возможные неисправности тормозов, их причины и методы устранения
11. Электрооборудование
11.0 Электрооборудование
11.1. Схемы электрооборудования
11.2. Освещение и световая сигнализация
11.3. Звуковые сигналы
11.4. Стеклоочиститель
11.5. Электродвигатель отопителя
11.6. Контрольные приборы
12. Кузов
12.0 Кузов
12.1 Особенности устройства
12.2. Ремонт остова кузова
12.3. Лакокрасочные покрытия
12.4. Антикоррозионная защита кузова
12.5. Двери
12.6. Капот, крышка багажника, бамперы
12.7. Остекление кузова и омыватель ветрового стекла
12.8 Панель приборов
12.8. Снятие и установка
12.9. Сиденья
12.10. Отопитель
13. Особенности ремонта
13.0 Особенности ремонта
13.1. Автомобиль ВАЗ–21011
13.2 Автомобили ВАЗ–21013
13.3. Автомобиль ВАЗ–2102
13.4 Автомобили ВАЗ–21021 и ВАЗ–21023
14. Приложения
14.0 Приложения
14.1 Моменты затягивания резьбовых соединений
14.2 Инструменты для ремонта и технического обслуживания автомобилей
14.3 Применяемые горюче-смазочные материалы и эксплуатационные жидкости
14.4 Основные данные для регулировок и контроля