Ремонт головок блока цилиндров Фольксваген Туарег
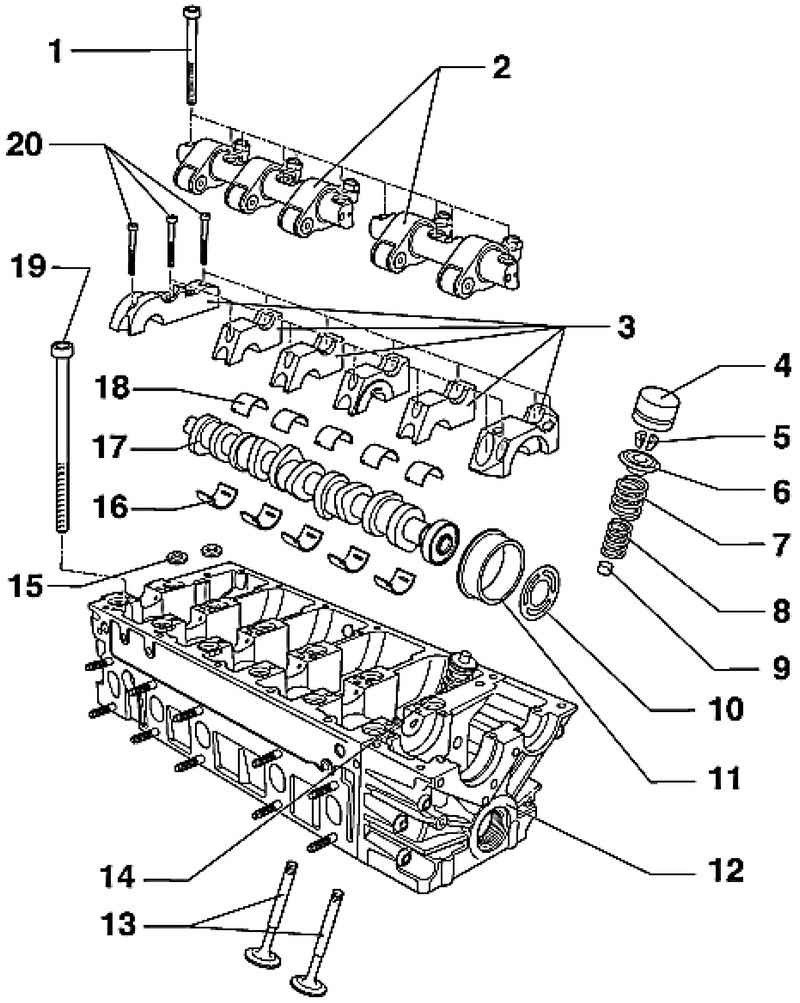 | Рис. 2.207 . Компоненты клапанного механизма: 1 – болт 20 Н·м + довернуть на 1/4 об. (90 °); 2 – ось роликовых рычагов; 3 – крышка подшипника; 4 – тарельчатый толкатель; 5 – конический сухарь; 6 – тарелка пружины клапана; 7 – внешняя пружина клапана; 8 – внутренняя пружина клапана; 9 – уплотнитель стержня клапана; 10 – шайба с алмазным покрытием; 11 – втулка; 12 – головка блока цилиндров; 13 – клапаны; 14 – насос-форсунка; 15 – шайба; 16 – вкладыш подшипника; 17 – распределительный вал; 18 – вкладыш подшипника; 19 – болт головки блока цилиндров; 20 – болт 8 Н·м + довернуть на 1/4 об. (90°)
|
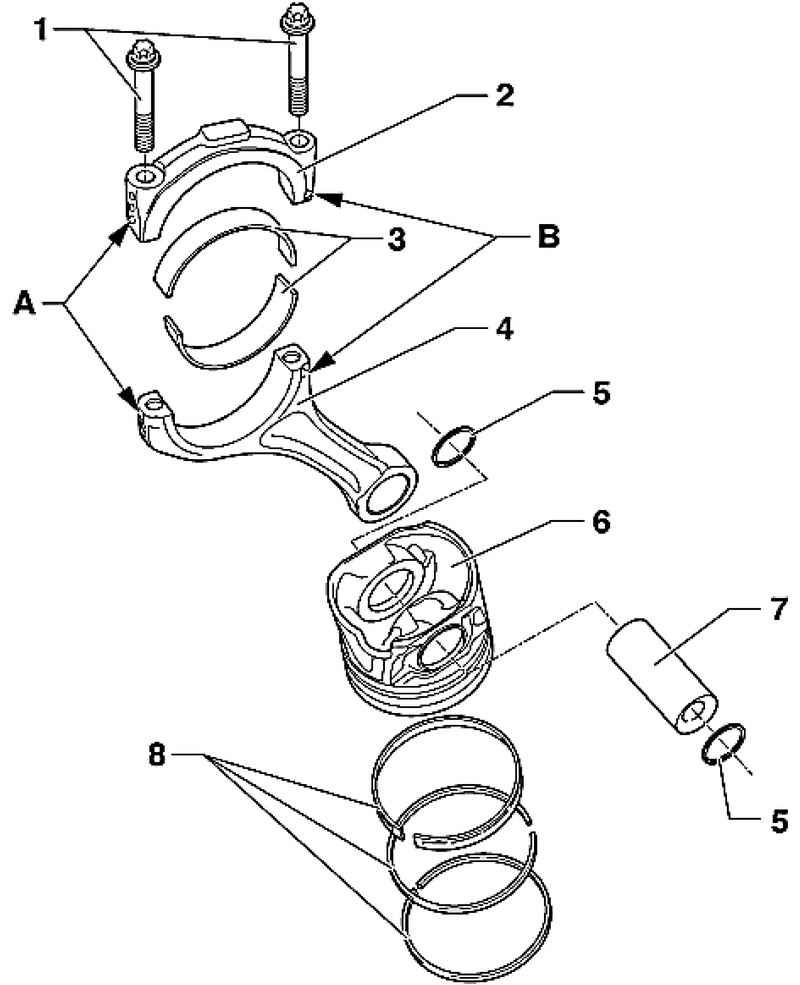 | Рис. 2.208 . Поршень и шатун: 1 – болт шатуна, 30 Н·м + довернуть на 1/4 об. (90 °); 2 – крышка шатуна; 3 – вкладыш опоры; 4 – шатун; 5 – стопорное кольцо; 6 – поршень; 7 – поршневой палец; 8 – поршневые кольца
|
| ПРИМЕЧАНИЕ Ремонтные типоразмеры непредусмотрены.
|
 | Рис. 2.209 . Проверка теплового зазора поршневых колец
|

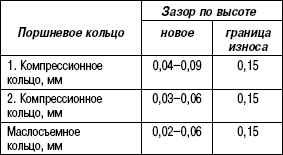
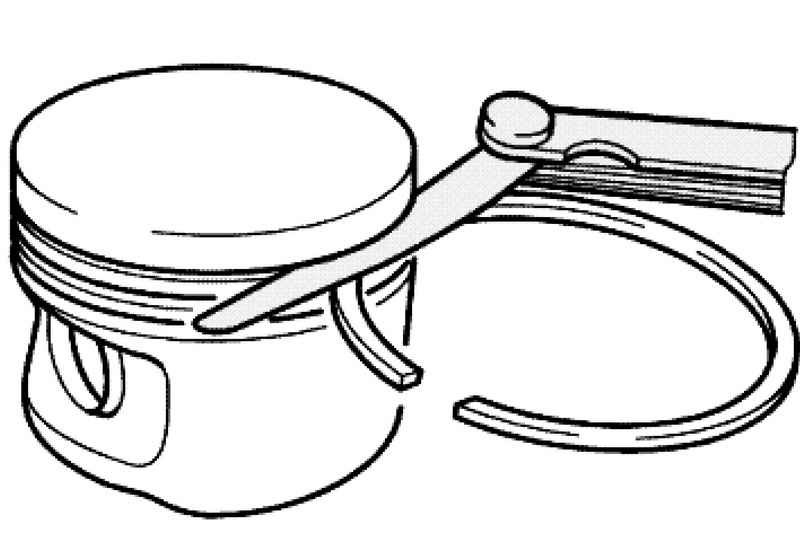 | Рис. 2.210 . Проверка зазора поршневых колец по высоте
|
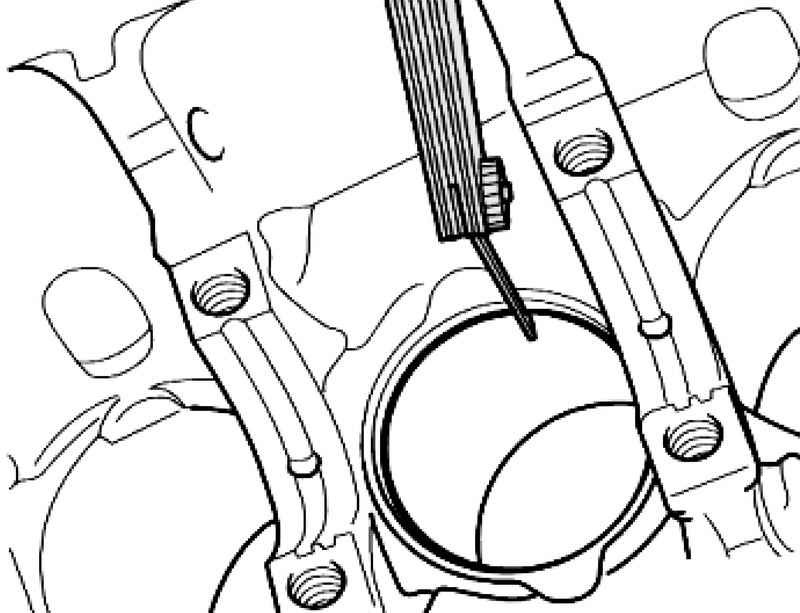
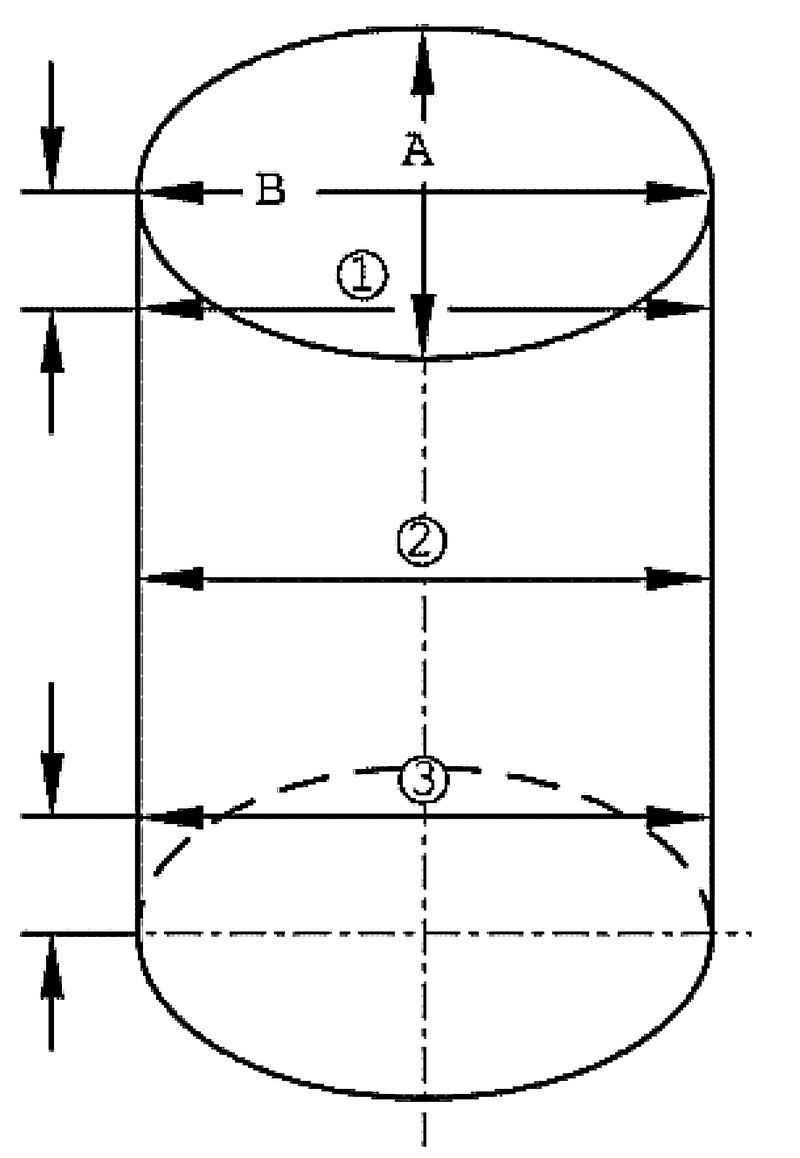 | Рис. 2.211 . Схема проверки диаметра цилиндра
|
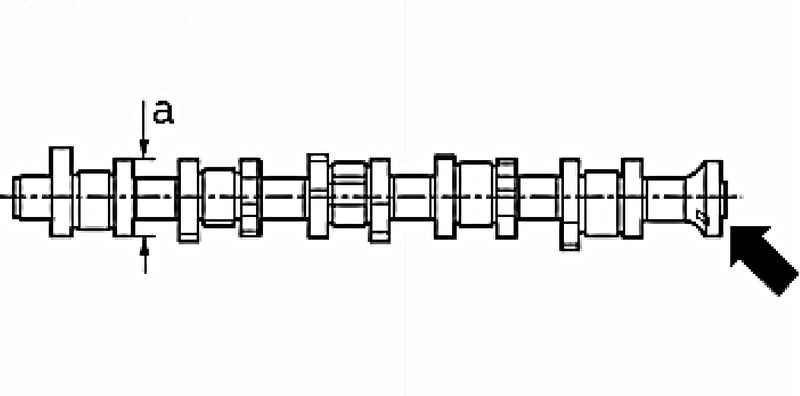
 | Рис. 2.212 . Проверка осевого смещения распредвала
|
 | Рис. 2.213 . Схема нанесения герметика
|
 | Рис. 2.214 . Размеры клапана
|

| ПРИМЕЧАНИЕ Клапаны запрещается обрабатывать. Допускается только притирка.
|
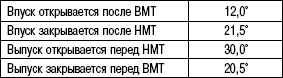
 | Рис. 2.215 . Маркировка распределительного вала (фазы газораспределения со стороны привода)
|
| ПРИМЕЧАНИЕ При ремонте двигателей с неплотными клапанами обработать или заменить седла клапанов и клапаны недостаточно. Особенно в двигателях с длительным сроком службы необходимо проверить направляющие втулки клапанов на износ. Седла клапанов следует обрабатывать лишь настолько, чтобы достичь безупречного вида рабочей поверхности. Перед обработкой следует рассчитать максимально допустимый припуск на обработку. При превышении припуска на обработку может быть нарушена функция гидравлического регулирования зазора в приводе клапанов (гидрокомпенсаторов), что повлечет за собой замену ГБЦ.
|
| ПРИМЕЧАНИЕ Если клапан при ремонте заменяется, то при измерениях следует использовать новый клапан.
|
 | Рис. 2.216 . Расстояние А между концом стержня клапана и верхним краем головки блока цилиндров
|
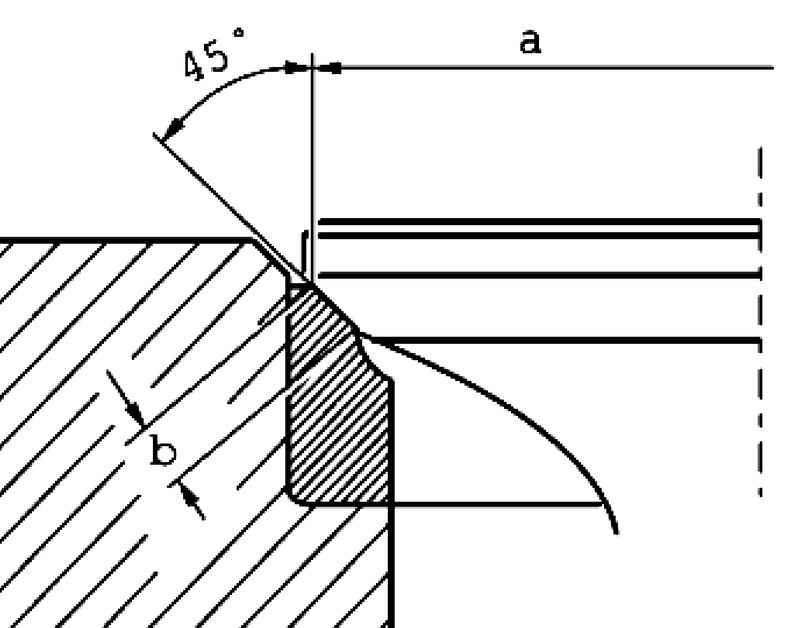
 | Рис. 2.217 . Схема обработки седла впускного клапана
|
| ПРИМЕЧАНИЕ Фрезеровка под углом в 30° седла клапана необходима из-за соотношения потоков во впускном канале.
|
 | Рис. 2.218 . Схема обработки седла выпускного клапана
|
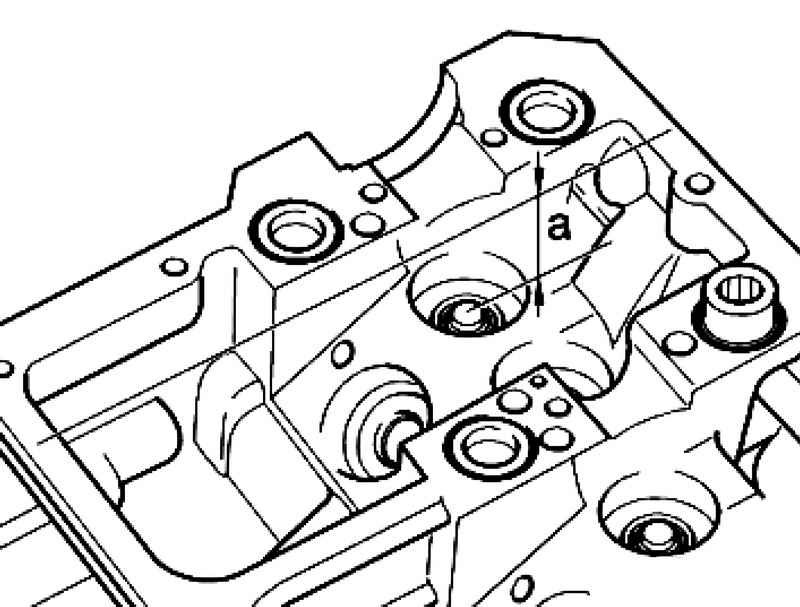
 | Рис. 2.219 . Определение люфта
|
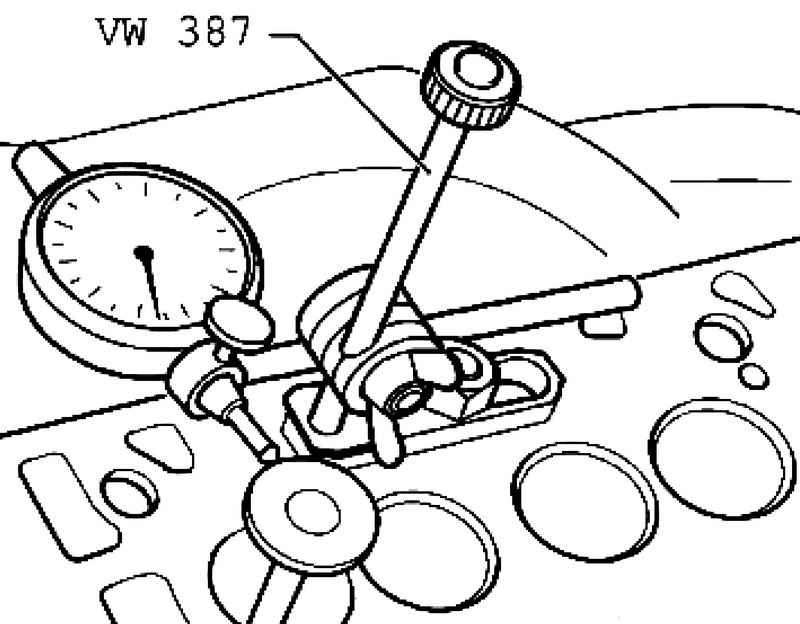
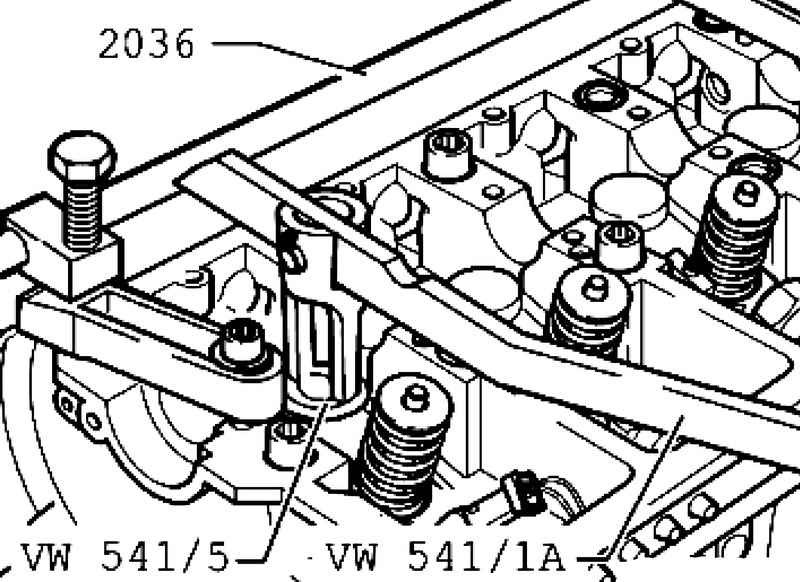 | Рис. 2.220 . Установка приспособления для демонтажа пружин клапанов
|
| ПРИМЕЧАНИЕ При этом клапаны опираются на дно поршня.
|
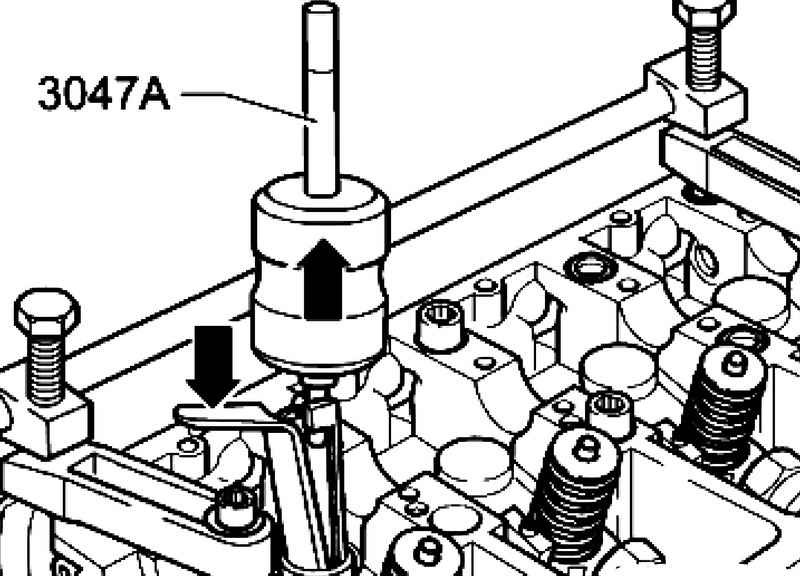 | Рис. 2.221 . Снятие уплотнителей
|
 | Рис. 2.222 . Установка нового уплотнителя
|
1. Эксплуатация и техническое обслуживание автомобиля
1.0 Эксплуатация и техническое обслуживание автомобиля
1.1. Общие сведения
1.2. Ключи и замки дверей, электрические стеклоподъемникия
1.3. Органы управления и контрольные приборы
1.4. Управление микроклиматом
1.5. Сиденья
1.6. Системы безопасности
1.7. Техническое обслуживание и управление автомобилем
1.8. Таблицы
2. Двигатель
2.0 Двигатель
2.1. Предварительные проверки на автомобиле
2.2. Механическая часть (бензиновые двигатели 3,2L)
2.3. Механическая часть (бензиновые двигатели 4,2L)
2.4. Механическая часть (дизельные двигатели 5,0L)
2.5. Снятие и установка подрамника
2.6. Система наддува (дизельные двигатели)
2.7. Система охлаждения (бензиновые двигатели)
2.8. Система охлаждения (дизельные двигатели)
2.9. Система смазки (бензиновые двигатели)
2.10. Система смазки (дизельные двигатели)
2.11. Система впрыска (бензиновые двигатели)
2.12. Система впрыска (дизельные двигатели)
2.13. Система выпуска отработавших газов
2.14. Система топливоподачи (бениновые двигатели)
2.15. Таблицы
3. Трансмиссия
3. Механическая коробка передач 08D и раздаточная коробка Е473
3.0 Трансмиссия
3.1. -ступенчатая автоматическая коробка передач 09D
3.2. Проверка гидротрансформатора
3.4. Карданный вал
3.5. Приводной механизм
3.6. Таблицы
4. Ходовая часть
4.0 Ходовая часть
4.1. Колеса и шины
4.2. Передняя подвеска
4.3. Задняя подвеска
4.4. Таблицы
5. Рулевой механизм
5.0 Рулевой механизм
5.1. Ремонт рулевого механизма
6. Тормозная система
6.0 Тормозная система
6.1. Общие сведения
6.2. Таблицы
7. Бортовое электрооборудование
7. Фары
7.0 Бортовое электрооборудование
7.1. Общие сведения
7.2. Генератор и стартер
7.3. Комбинация приборов
7.4. Передний стеклоочиститель
7.6. Таблицы
8. Кузов
8.0 Кузов
8.1. Наружные элементы кузова
9. Схемы электрооборудования
9.0 Схемы электрооборудования
9.1 Электросхема климатической установки Climatronic 2-C (устанавливается с 05.2005) (часть 1)
9.2 Электросхема климатической установки Climatronic 2-C (устанавливается с 05.2005) (часть 2)
9.3 Электросхема климатической установки Climatronic 2-C (устанавливается с 05.2005) (часть 3)
9.4 Электросхема климатической установки Climatronic 2-C (устанавливается с 05.2005) (часть 4)
9.5 Электросхема климатической установки Climatronic 2-C (устанавливается с 05.2005) (часть 5)
9.6 Электросхема климатической установки Climatronic 2-C (устанавливается с 05.2005) (часть 6)
9.7 Электросхема климатической установки Climatronic 2-C (устанавливается с 05.2005) (часть 7)
9.8 Электросхема климатической установки Climatronic 2-C (устанавливается с 05.2005) (часть 8)