Обработка фасок седел клапанов в головке цилиндров/обработка клапанов Мазда 323
Обработка фасок седел клапанов в головке цилиндров/обработка клапанов
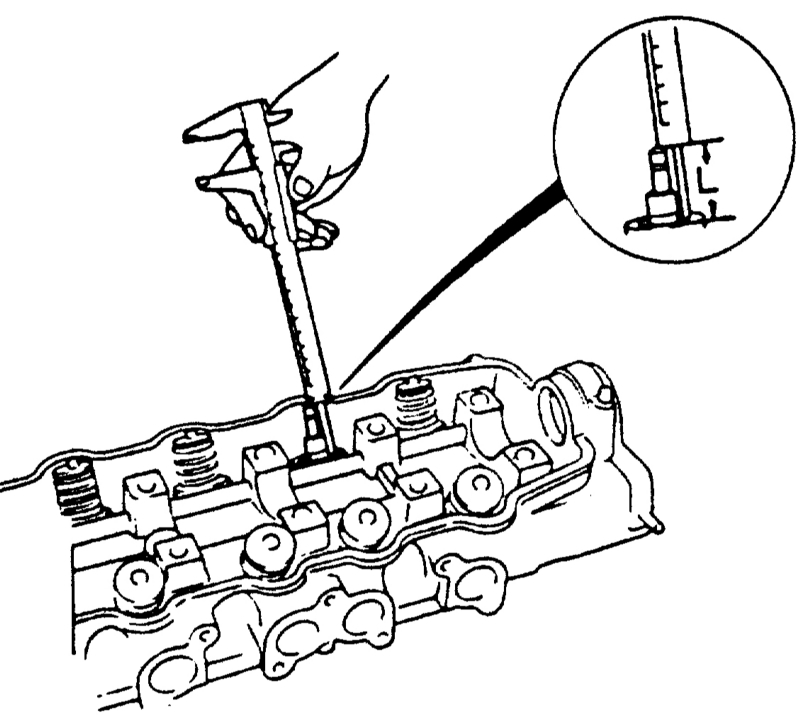
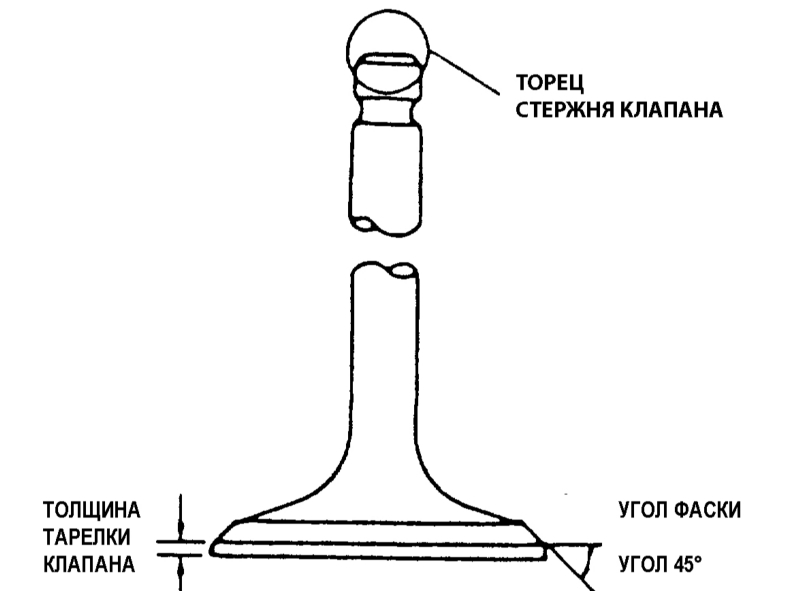
Фаски седел клапанов со следами износа или нагара могут обрабатываться, пока выдерживаются максимально допустимые размеры обработки, корректировочные углы и ширина фасок. В противном случае следует заменить головку цилиндров. Седла клапанов могут быть заменены обычными средствами. Для обработки необходим специальный прибор. Эти работы необходимо выполнять в специализированной мастерской. Идентификацию двигателя см. Главу Введение.
Углы на фасках клапанов
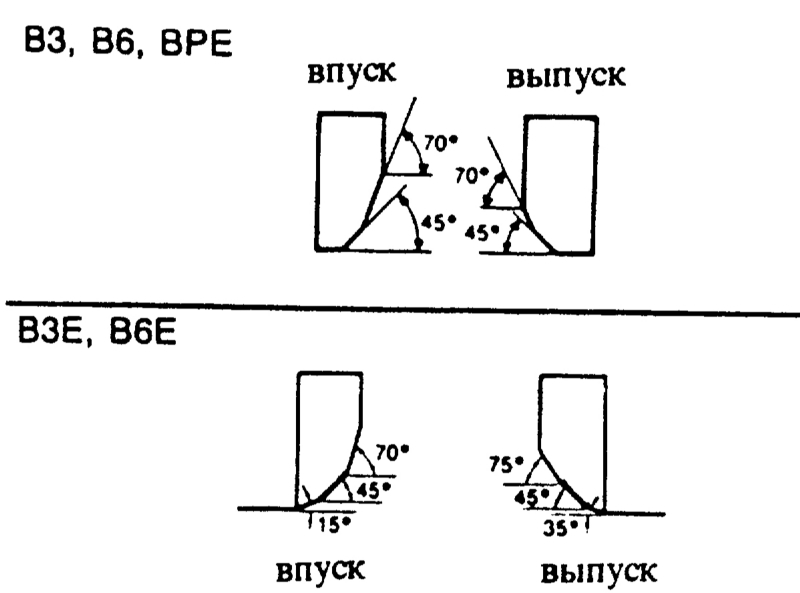 | Бензиновые двигатели |
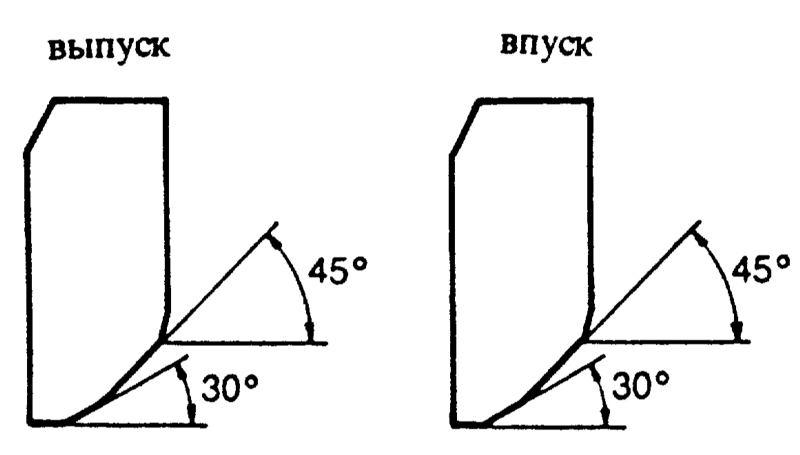 | Дизельный двигатель |
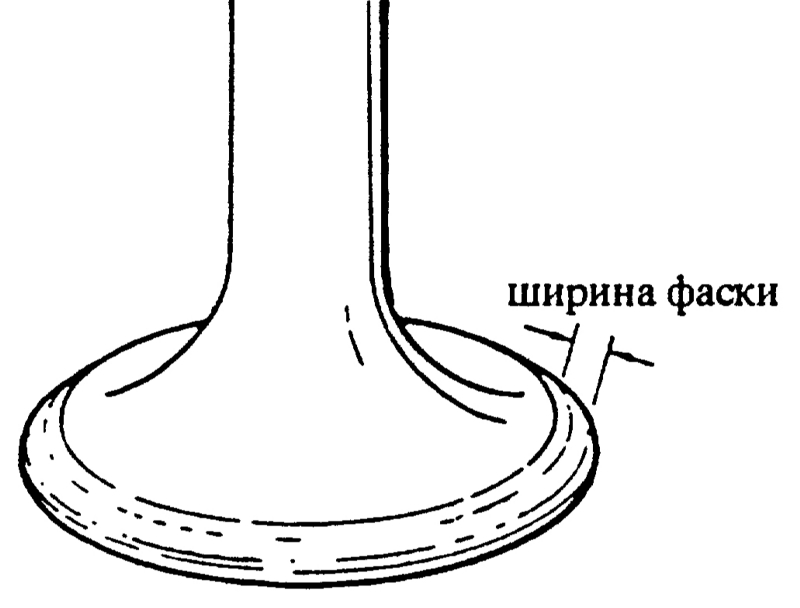 | Ширина фаски и рабочая поверхность |
ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
1. Автомобилимарки Mazda-323
1.0 Автомобили марки Mazda-323
1.3 Идентификационные номера автомобиля
1.4 Приобретение запасных частей
1.5 Технология обслуживания, инструмент и оборудование рабочего места
1.6 Запуск двигателя от вспомогательного источника
1.7 Поддомкрачивание и буксировка
1.8 Автомобильные химикалии, масла и смазки
1.9 Диагностика неисправностей
1.10 Текущее обслуживание
1.11. Работы по техническому обслуживанию
1.12 Коробка передач/привод колес
1.13 Тормоза/шины/колеса
1.14 Рулевое управление/привод передних колес
1.15 Электрооборудование автомобиля
1.16 Кузов/внутреннее оснащение
2. Бензиновые двигатели
2.0 Бензиновые двигатели
2.3 Снятие и установка двигателя
2.4 Снятие и установка зубчатого ремня двигателей ВЗ, В5, B6 (SOHC), ВР (SOHC)
2.5 Снятие и установка зубчатого ремня (DOHC)
2.6 Снятие и установка головки цилиндров/замена прокладки головки цилиндров
2.7 Механизм цепного привода
2.8 Снятие и установка распредвала/регулировка фаз газораспределения
2.9 Снятие и установка распределительного вала
2.10 Распредвал/привод распределительного механизма
2.11 Распределительный вал/привод распределительного механизма
2.12 Снятие и установка распределительных валов
2.13 Снятие и установка клапанов
2.14 Замена маслоотражательных колпачков
2.15 Проверка направляющих клапанов
2.16 Обработка фасок седел клапанов в головке цилиндров/обработка клапанов
2.17 Притирка клапанов
2.18 Проверка/регулировка зазора клапанов
2.19 Проверка компрессии
2.20 Снятие и установка/натяжение клинового ремня
3. Система смазки двигателя
3.0 Система смазки двигателя
3.1 Масляный контур
3.2 Проверка давления масла
3.3 Проверка датчика давления масла
3.4 Снятие и установка поддона картера
4. Система охлаждения двигателя
4.0 Система охлаждения двигателя
4.2 Антифризный концентрат
4.3 Замена охлаждающей жидкости
4.4 Проверка герметичности системы охлаждения
4.5 Снятие и установка/проверка термостата
4.6 Снятие и установка водяного насоса
4.7 Снятие и установка радиатора
4.8 Снятие и установка мотора вентилятора
4.9 Проверка термовыключателя
5. Система зажигания
5.0 Система зажигания
5.1 Меры безопасности при работе с электронной системой зажигания
5.2 Проверка катушки зажигания
5.3 Проверка кабеля зажигания
5.4 Проверка/регулировка момента зажигания
5.5 Снятие и установка распределителя зажигания
5.6 Свечи зажигания
5.7 Свечи для MAZDA 323
6. Система питания, карбюратор, система впрыска топлива
6.0 Система питания, карбюратор, система впрыска топлива
6.1 Правила чистоты при работе с системой питания
6.2 Снятие и установка/проверка датчика в топливном баке
6.3 Снятие и установка топливного бака
6.4 Снятие и установка топливного насоса
6.5 Снятие и установка/проверка топливного насоса
6.6 Снятие и установка воздушного фильтра
6.7. Карбюратор
6.8. Система впрыска топлива
7. Дизельный двигатель
7.0 Дизельный двигатель
7.1 Принцип работы дизельного двигателя
7.2 Снятие и установка зубчатого ремня/регулировка привода распределительного механизма
7.3 Система преднакала дизельного двигателя
7.4 Проверка системы преднакала
7.5 Удаление воздуха из системы питания
7.6 Проверка/замена электромагнитного клапана прекращения подачи топлива
7.7 Регулировка привода газа
7.8 Проверка/регулировка числа оборотов холостого хода
7.9 Снятие и установка форсунок
7.10 Снятие и установка вакуумного насоса
8. Система выпуска отработавших газов
8.0 Система выпуска отработавших газов
8.1 Принцип работы каталитического преобразователя (катализатора)
8.2 Правила эксплуатации автомобилей с катализатором
8.3 Снятие и установка системы выпуска отработавших газов
8.4 Проверка/снятие и установка лямбда-зонда
9. Сцепление
9.0 Сцепление
9.1 Снятие и установка/проверка сцепления
9.2 Снятие и установка/проверка выжимного подшипника сцепления
9.3 Регулировка педали/троса сцепления
9.4 Проверка/регулировка педали сцепления
9.5 Удаление воздуха из привода сцепления
10. Ручная коробка передач
10.0 Ручная коробка передач
10.1 Снятие и установка коробки передач
10.2 Механизм переключения передач
10.3 Полный привод
11. Автоматическая коробка передач
11.0 Автоматическая коробка передач
11.1 Буксировка автомобилей с автоматической коробкой передач
12. Подвеска и система рулевого управления
12.0 Подвеска и система рулевого управления
12.2 Снятие и установка амортизационной стойки
12.3 Разборка амортизационной стойки/снятие и установка амортизатора/винтовой пружины
12.4 Проверка амортизатора
12.5 Снятие и установка поперечного рычага/замена резиновой опоры
12.6 Проверка/замена опоры поперечного рычага/поворотного кулака
12.7 Снятие и установка приводного вала
12.8 Снятие и установка промежуточного вала
12.9 Проверка/разборка приводного вала/замена манжет
12.10 Подшипник передней ступицы
12.11 Задняя подвеска
12.12 Снятие и установка задней амортизационной стойки
12.13 Разборка задней амортизационной стойки/снятие и установка амортизатора/винтовой пружины
12.14 Поперечные рычаги/продольный рычаг/стабилизатор
12.15 Проверка подшипника ступицы
12.16 Снятие и установка подшипника ступицы
12.17 Регулировка люфта подшипника ступицы
12.18 Снятие и установка ступицы
12.19 Рулевое управление
12.20 Снятие и установка рулевого колеса
12.21 Снятие и установка наконечника рулевой тяги
12.22 Снятие и установка резиновой манжеты рулевого привода
12.23 Насос сервоуправления
12.24 Углы установки колес
12.25 Значения для проверки MAZDA 323
13. Тормозная система
13.0 Тормозная система
13.1 Технические данные тормозной системы
13.2 Передний тормоз
13.3 Снятие и установка передних тормозных колодок
13.4 Проверка толщины/бокового биения тормозного диска
13.5 Снятие и установка колодок заднего дискового тормоза
13.6 Снятие и установка суппорта тормоза
13.7 Снятие и установка тормозного диска
13.8 Снятие и установка задних тормозных колодок/тормозного барабана
13.9 Снятие и установка колесного тормозного цилиндра
13.10 Ремонт колесного тормозного цилиндра
13.11 Тормозная жидкость
13.12 Прокачка тормозной системы
13.13 Замена тормозных трубопроводов и шлангов
13.14 Проверка тормозного усилителя
13.15 Снятие и установка выключателя стоп-сигналов
13.16 Ручной тормоз
13.17 Регулировка ручного тормоза
13.18 Антиблокировочная система (ABS)
14. Колеса и шины, кузов, окраска автомобиля, уход за автомобилем
14.0 Колеса и шины, кузов, окраска автомобиля, уход за автомобилем
14.2 Обозначения дисков
14.3 Обозначения шин
14.4 Замена колес
14.5 Правила ухода за шинами
14.6 Балансировка колес
14.7 Цепи противоскольжения
14.8 Запасное колесо
14.9 Износ шин
14.10 Кузов
14.11 Снятие и установка переднего бампера
14.12 Снятие и установка заднего бампера
14.13 Снятие и установка решетки радиатора
14.14 Снятие и установка боковых молдингов
14.15 Снятие и установка переднего крыла
14.16 Снятие и установка/регулировка капота
14.17 Снятие и установка/регулировка дверцы задка
14.18 Снятие и установка/регулировка двери
14.19 Обивка двери/стеклоподъемник/стекло двери
14.20 Снятие и установка обивки двери
14.21 Снятие и установка стекла/стеклоподъемника передней двери
14.22 Замок/ручка/цилиндр замка двери
14.23 Замок дверцы задка/внутренний привод
14.24 Наружное зеркало
14.25 Снятие и установка стекла зеркала
14.26 Панель приборов/средняя консоль
14.27 Передние сиденья
14.28 Снятие и установка заднего сиденья
14.29 Заднее сиденье
14.30 Окраска автомобиля
14.31 Устранение повреждений от камней
14.32 Рихтовка кузова/Ремонт ржавых отверстий
14.33 Подготовка к покраске
14.34 Окраска
14.35 Мойка автомобиля
14.36 Уход за лаковым покрытием
14.37 Защита днища и консервация полостей
14.38 Уход за обивкой
15. Система электрооборудования
15.0 Система электрооборудования
15.2 Проверка выключателя на пропускание тока
15.3 Проверка реле
15.4 Проверка мотора стеклоочистителя
15.5 Проверка указателей поворота
15.6 Проверка стоп-сигналов
15.7 Проверка обогревателя заднего стекла
15.8 Разъединение и соединение кабельных штекеров
15.9 Расположение предохранителей
15.10 Замена предохранителей
15.11 Снятие и установка батареи
15.12 Проверка батареи
15.13 Батарея разряжается сама по себе
15.14 Зарядка батареи
15.15 Хранение батареи
15.16 Генератор
15.17 Меры безопасности для генератора переменного тока
15.18 Проверка напряжения генератора
15.19 Снятие и установка генератора
15.20 Компоненты генератора
15.21 Разборка генератора/замена угольных щеток
15.22 Снятие и установка стартера
15.23 Проверка/замена тягового реле стартера
16. Отопитель, система освещения, приборы
16.0 Отопитель, система освещения, приборы
16.2 Мотор вентилятора
16.3 Снятие и установка вентилятора отопителя
16.4 Блок управления отопителем
16.5 Регулировка приводов отопителя
16.6 Проверка мотора вентилятора/предрезисторов
16.7 Проверка выключателя отопителя
16.8 Система освещения
16.9 Таблица ламп
16.10 Замена ламп внешнего освещения
16.11 Фара
16.12 Снятие и установка фары
16.13 Регулировка фар
16.14 Снятие и установка задних фонарей
16.15 Приборы
16.16 Приборный щиток
16.17 Снятие и установка приборного щитка
16.18 Приборы
16.19 Снятие и установка радиоприемника
16.20 Снятие и установка громкоговорителей
16.21 Снятие и установка штыревой антенны
16.22 Замена щеток стеклоочистителей
16.23 Снятие и установка/регулировка сопел стеклоомывателя
16.24 Снятие и установка рычагов переднего стеклоочистителя
16.25 Передний стеклоочиститель
16.26 Снятие и установка мотора переднего стеклоочистителя
16.27 Задний стеклоочиститель
16.28 Снятие и установка мотора заднего стеклоочистителя
16.29 Снятие и установка рычага заднего стеклоочистителя
17. Органы управления и приемы эксплуатации
17.0 Органы управления и приемы эксплуатации
17.2 Обкатка
17.3 Ключи
17.4 Замки дверей
17.5 Единое (центральное) запорное устройство (если имеется)
17.6 Защита от шалостей детей (если имеется, только на задних дверях)
17.7 Электрический стеклоподъемник (если имеется)
17.8 Задние поворотные стекла (на 3-дверных моделях)
17.9 Сиденья
17.10 Регулировка высоты рулевого колеса (если имеется)
17.11 Ремни безопасности (если имеется)
17.12 Дверца задка/крышка багажника
17.13 Заправка топливом
17.14 Зеркала
17.15 Багажные ремни
17.16 Крышка багажника (если имеется)
17.17 Запасное колесо
17.18 Приборная панель
17.19 Рулевое колесо и переключение передач
17.20 Запуск двигателя
17.21 Управление РКПП и раздаточной коробкой
17.22 Эксплуатация автомобиля с автоматической коробкой передач
17.23 Рекомендации для экономичной эксплуатации
17.24 Темпостат (выключатель режима поддержания постоянной скорости)
17.25 Освещение и световая сигнализация
17.26 Стеклоочиститель и стеклоомыватель
17.27 Приборная доска
17.28 Прочие приборы и оснащение
17.29 Отопитель и вентиляция
17.30 Кондиционер (если имеется)
17.31 Фонари салона, багажника и лампа для чтения (если имеется)
17.32 Сдвижной люк (если имеется)
17.33 Запуск толканием или буксировкой
17.34 Двигательный отсек
18. Электрические схемы
18.0 Электрические схемы
18.2 Расположение штекеров центральной электрики
18.3 Построение электрических схем
18.4 Расположение реле
18.5. 1987 г. вып.
18.6. Модель 1991 г. вып.