Ремонт головки блока цилиндров Фольксваген Шаран
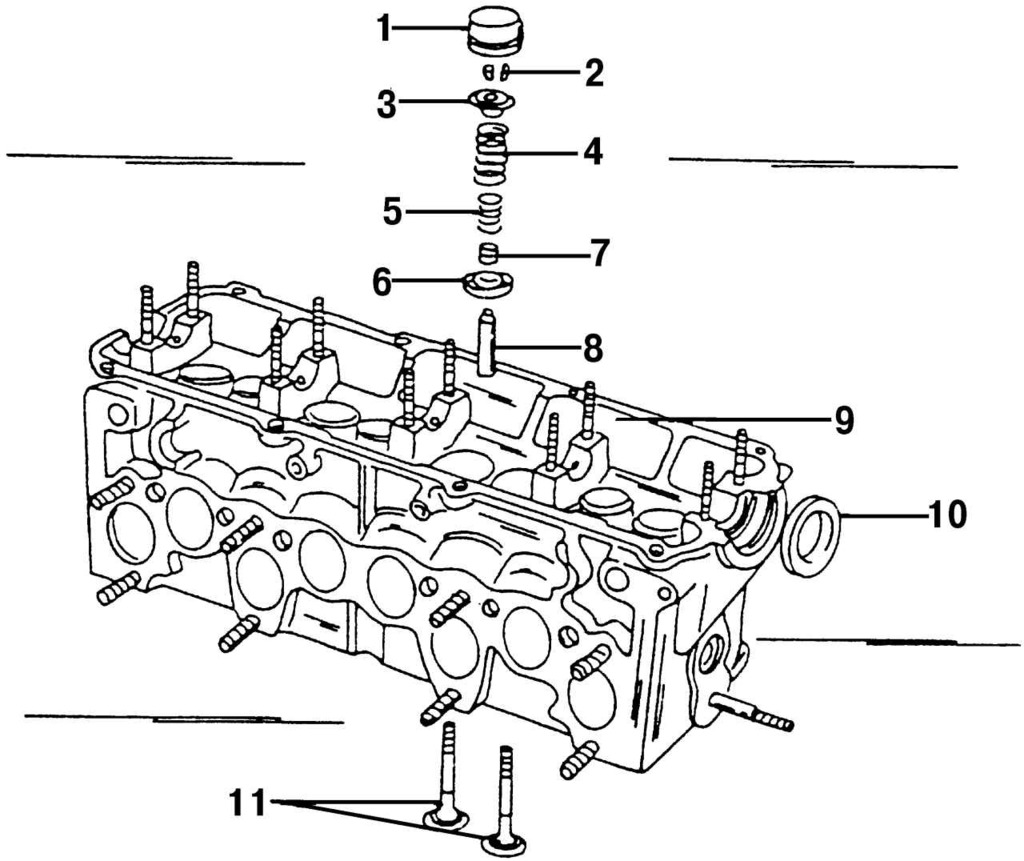 | Рис. 396. Детали клапанов: 1 — тарельчатый толкатель; 2 — половины конической фаски клапана; 3 — верхняя тарелка клапанной пружины; 4 — внешняя клапанная пружина; 5 — внутренняя клапанная пружина; 6 — нижнее седло клапанной пружины; 7 — маслоотражательный колпачок; 8 — направляющая втулка клапана; 9 — головка блока цилиндров; 10 — сальник распределительного вала; 11 — клапаны
|
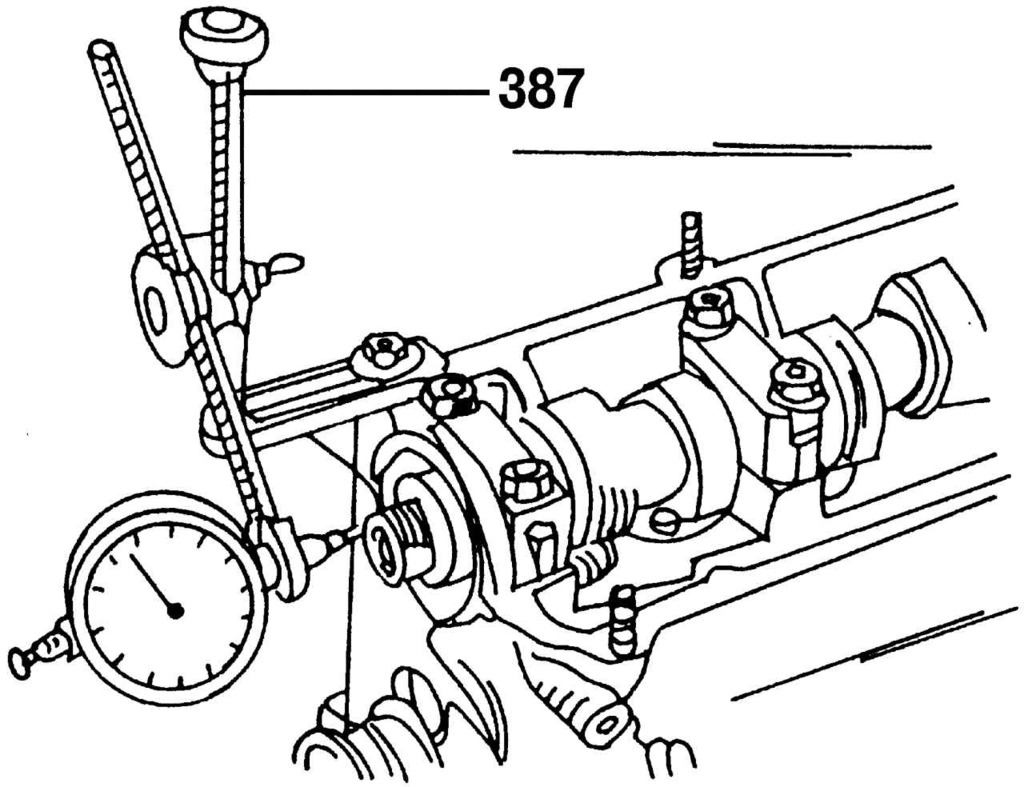
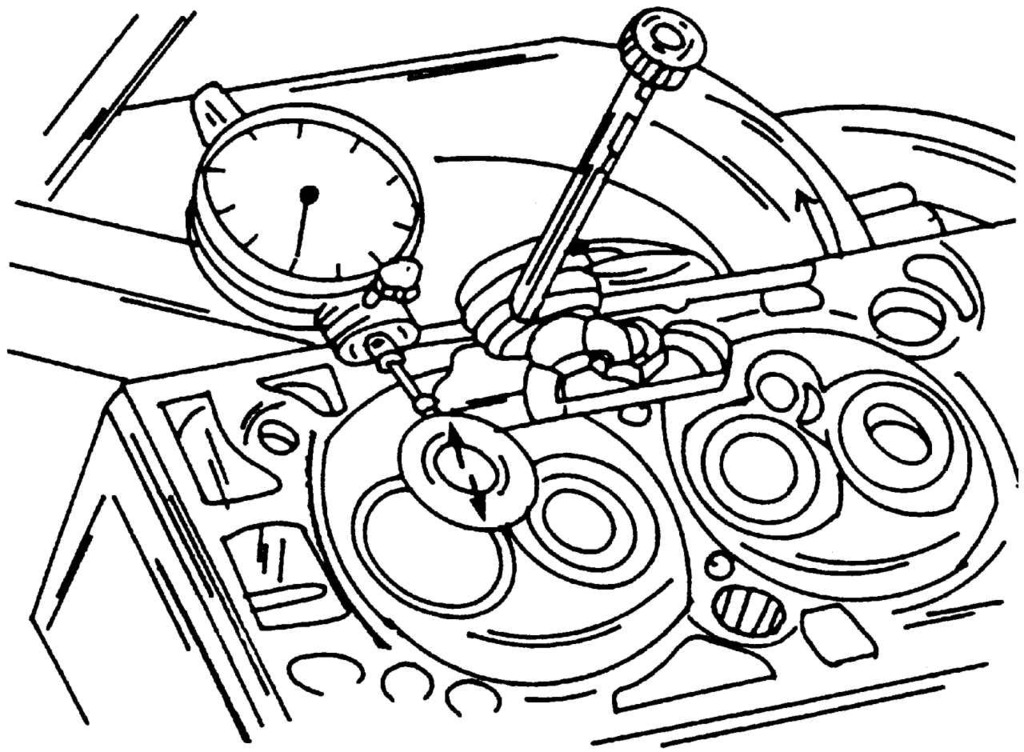 | Рис. 397. Проверка индикатором зазора стержня клапана в направляющей втулке клапана
|
| Предупреждение Если была заменены направляющие втулки клапанов, то седла клапанов должны быть отфрезерованы. |
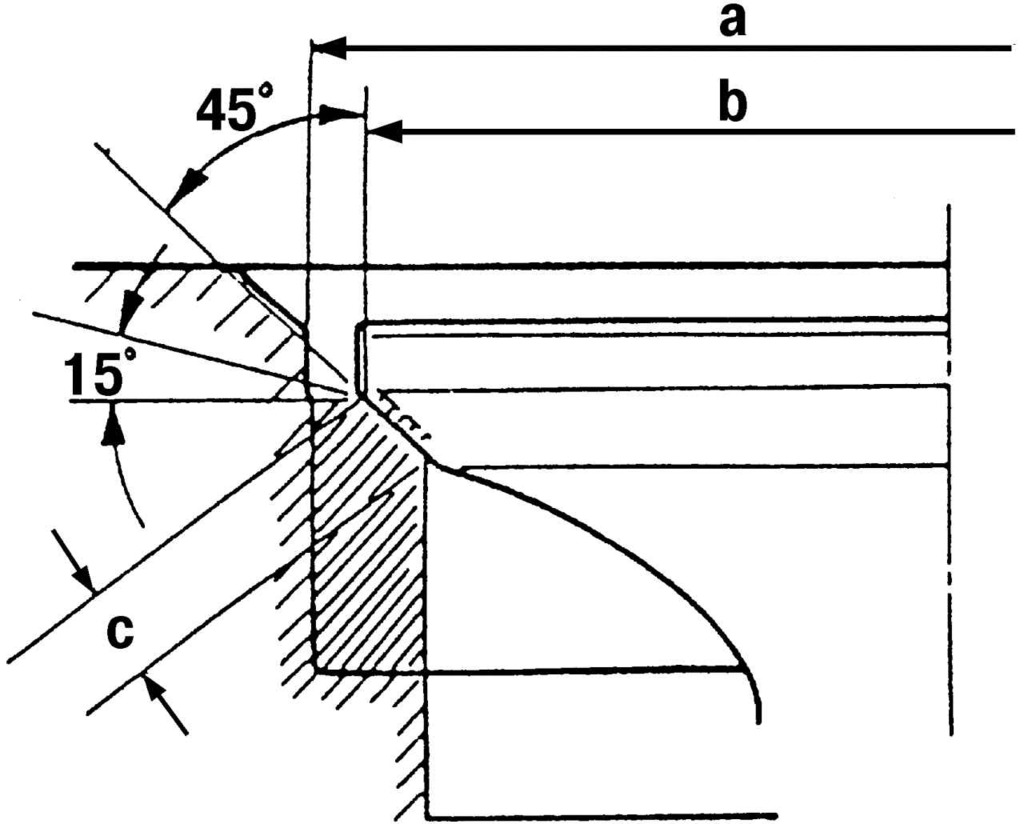 | Рис. 398. Вид седла клапана (Значения показанных измерений приведены в таблице регулировок и контроля.): a — диаметр седла клапана; b — диаметр головки клапана; c — ширина седла клапана
|
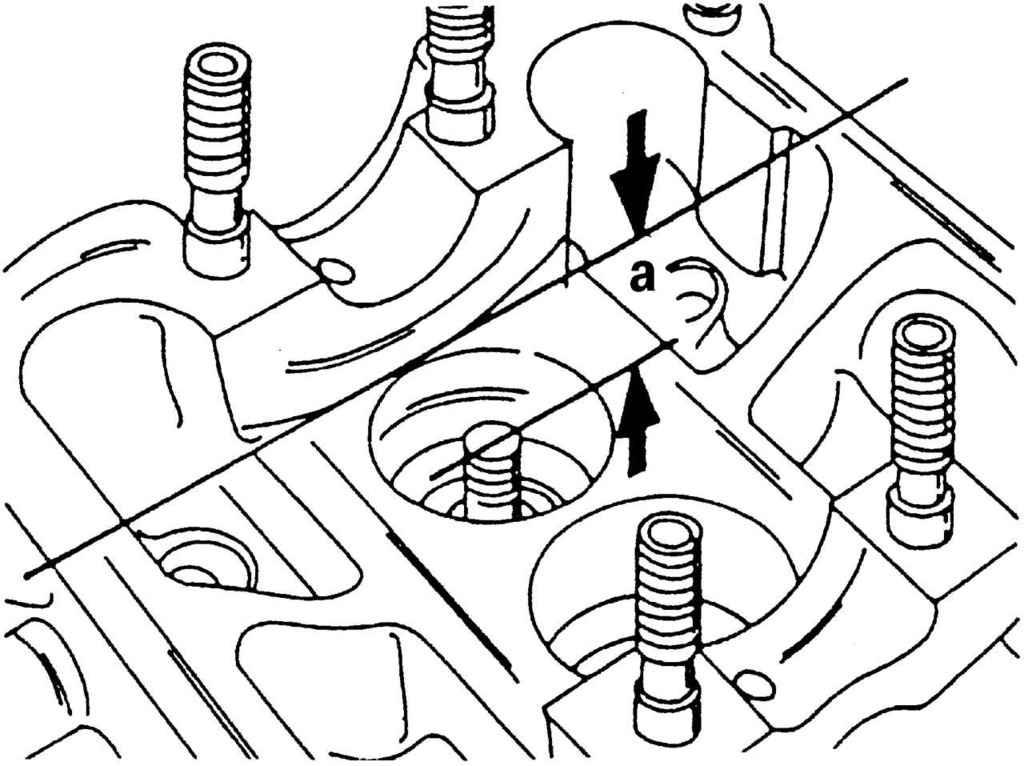 | Рис. 399. Измерение глубины a при дополнительной обработке седел клапанов (показано стрелками)
|
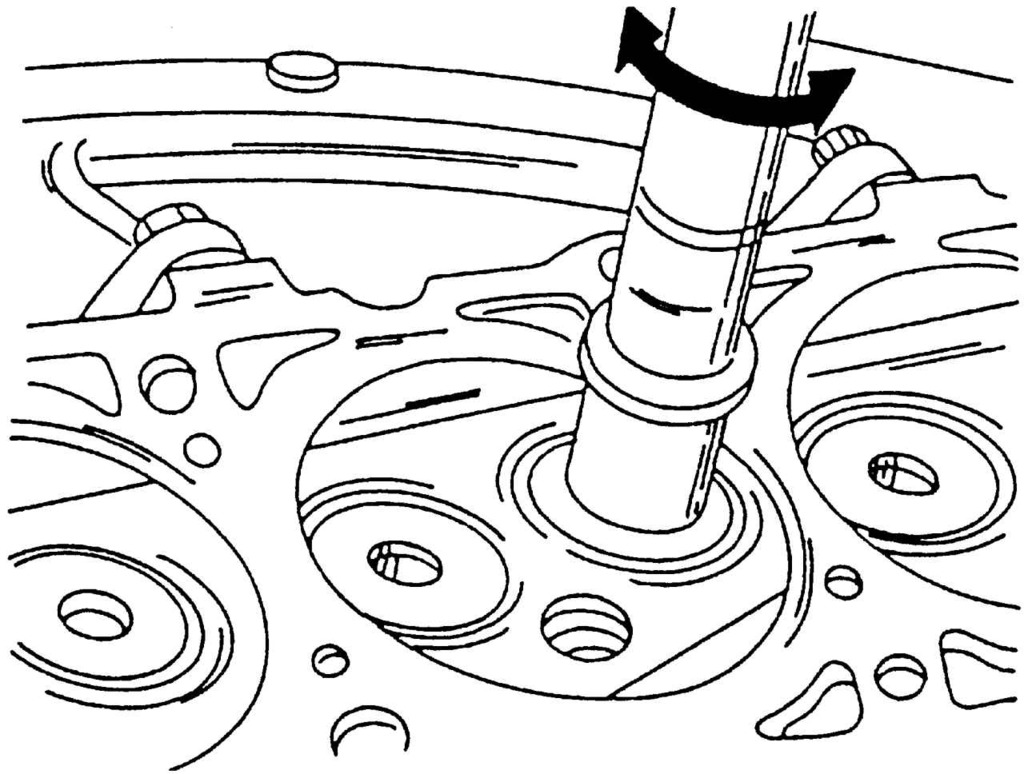 | Рис. 400. Притирка клапана
|
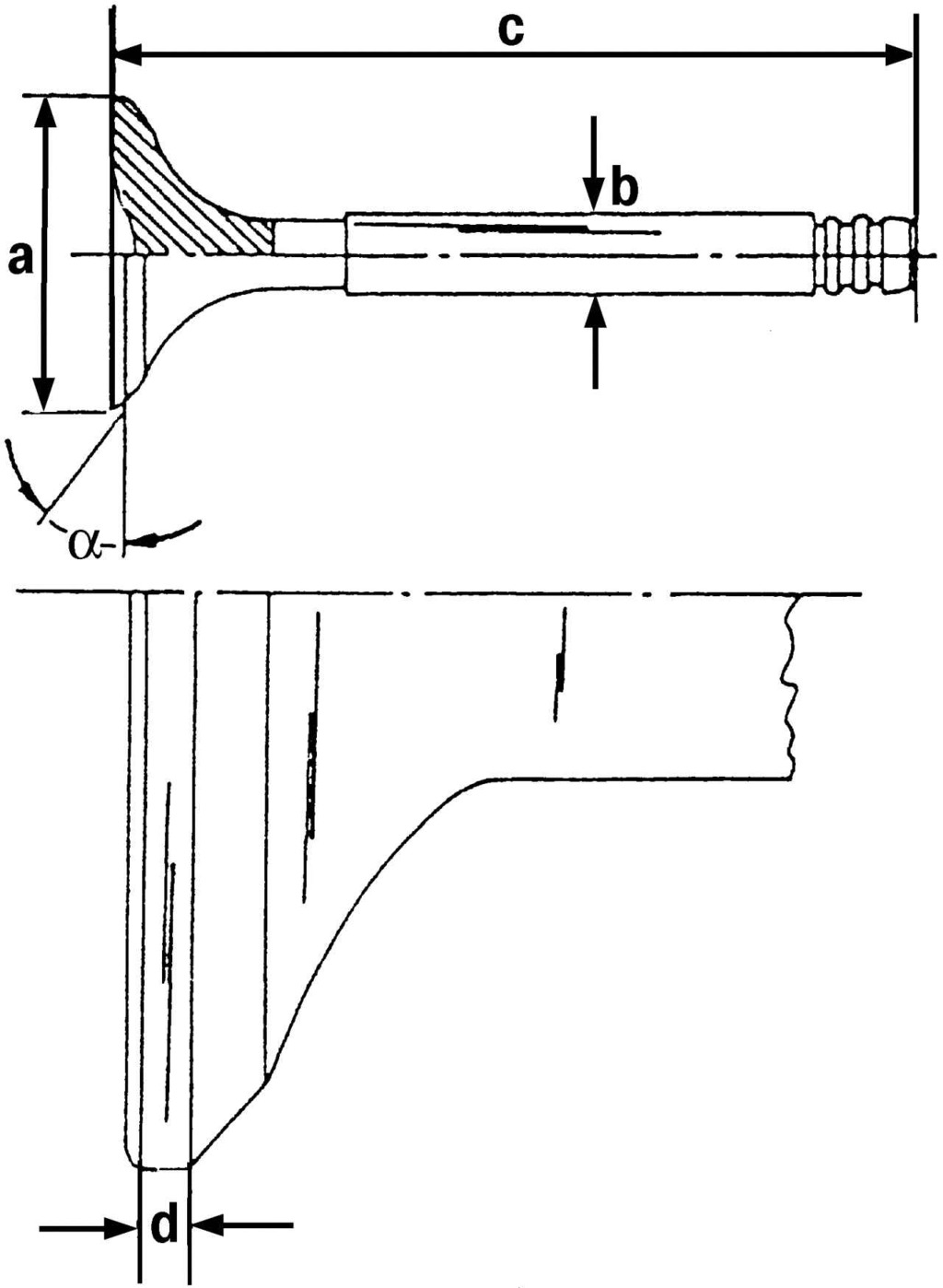 | Рис. 401. Основные размеры клапанов. Точные значения величин следует смотреть в таблице регулировок и контроля. Значение d не может быть меньше минимальной номинальной величины этого размера: a — диаметр тарелки клапана; b — диаметр стержня клапана, c — длина клапана; d — край тарелки клапана; a = 45°
|
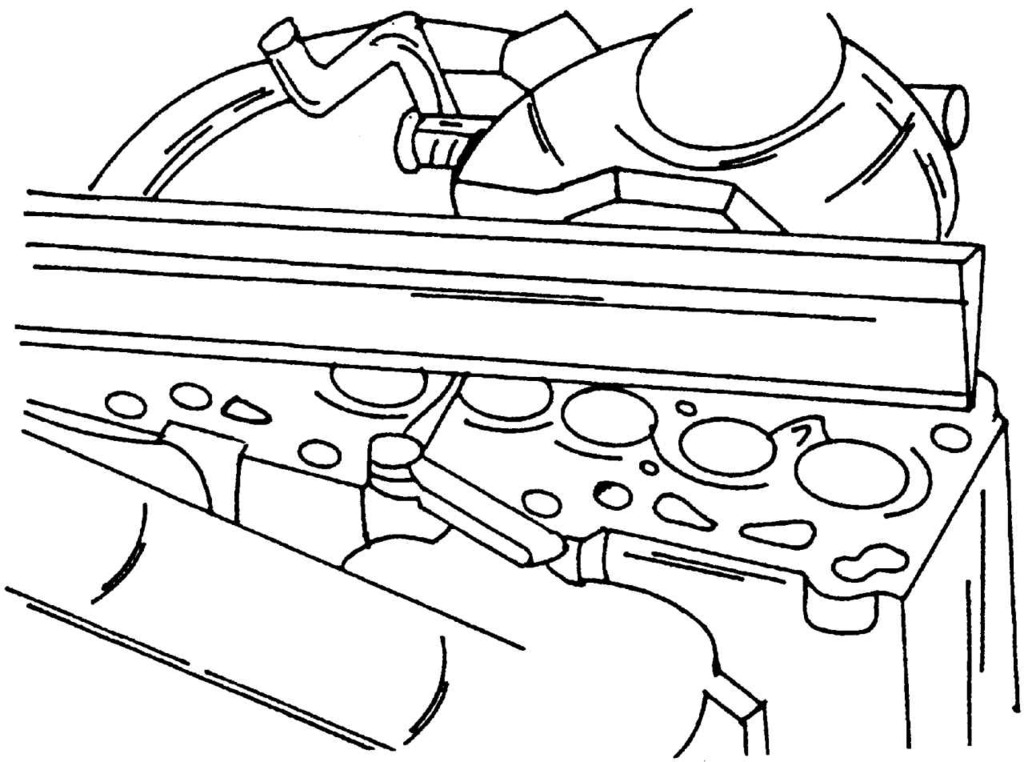 | Рис. 402. Проверка головки блока цилиндров на деформацию при помощи измерительной линейки и щупа
|
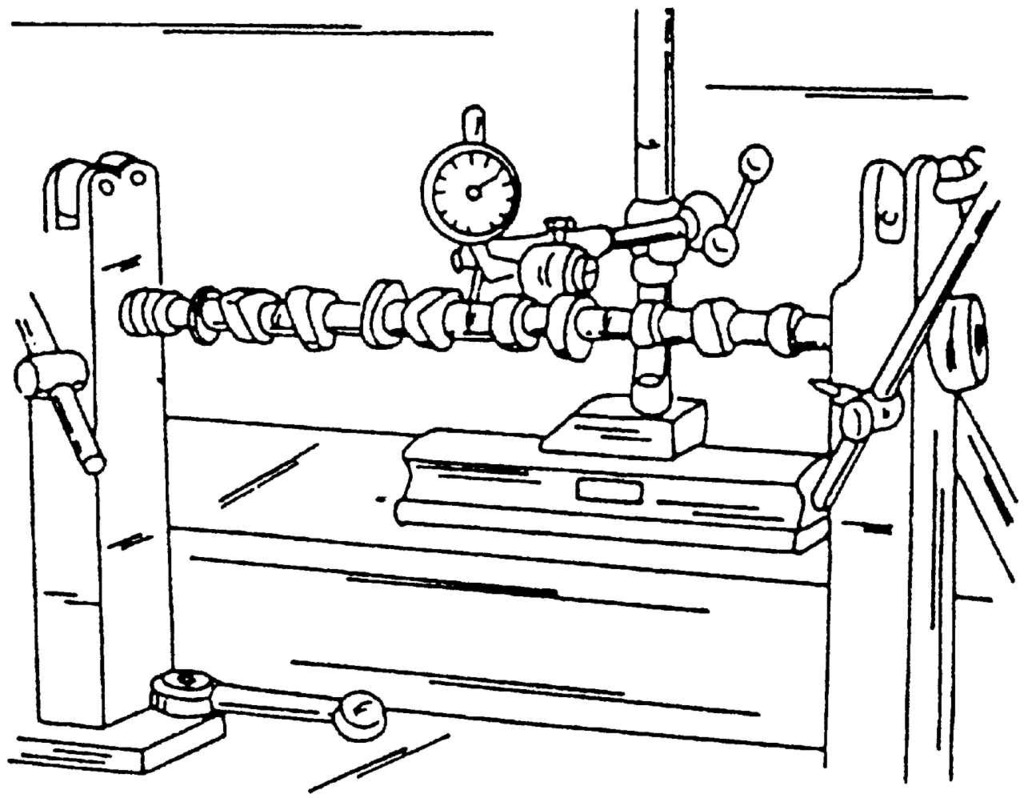 | Рис. 403. Проверка биения распределительного вала
|
 | Рис. 404. Измерение осевого зазора распределительного вала
|
1. Введение
1.0 Введение
1.1 Новый VW Sharan
1.2 Идентификация автомобиля
1.3 Общие рекомендации по ремонту автомобиля
1.4 Условия проведения работ и используемый инструмент
1.5 Правильный подъем автомобиля
1.6. Работы по ремонту и обслуживанию
1.7 Смазочные материалы, герметики, Loctite
1.8 Правила обращения с резьбовыми соединениями, болтами, гайками
2. Двигатель VR6
2.0 Двигатель VR6
2.1. Cнятие и установка
2.2. Разборка и сборка
2.3. Головка блока цилиндров и клапаны
2.4. Поршни и шатуны
2.5 Блок цилиндров
2.6. Коленчатый вал и коренные подшипники
2.7. Привод механизма газораспределения
2.8 Промежуточный вал
2.9 Проверка компрессии в цилиндрах двигателя
2.10. Система выпуска отработавших газов
3. Двухлитровый двигатель (ADY)
3.0 Двухлитровый двигатель (ADY)
3.1 Снятие и установка
3.2. Разборка и сборка
3.3. Головка блока цилиндров и клапаны
3.4. Поршни и шатуны
3.5 Блок цилиндров
3.6. Коленчатый вал и коренные подшипники
3.7. Привод механизма газораспределения
3.8 Регулировка натяжения приводного ремня агрегатов двигателя
3.9 Промежуточный вал
4. Система смазки двигателя
4.0 Система смазки двигателя
4.1 Снятие и установка поддона картера
4.2. Масляный насос
4.3 Масляный фильтр
4.4 Проверка давления масла
4.5 Масляный радиатор
4.6 Замена масла в двигателе
5. Система охлаждения
5.0 Система охлаждения
5.1. Охлаждающая жидкость
5.2. Радиатор и вентилятор
5.3. Насос водяного охлаждения 2,0-литрового двигателя
5.4. Насос водяного охлаждения двигателя VR6
5.5 Термостат 2,0-литрового двигателя
5.6 Термостат двигателя VR6
5.7 Поликлиновой ремень
5.8 Циркуляционный насос охлаждающей жидкости
6. Система впрыска топлива двигателя VR6
6.0 Система впрыска топлива двигателя VR6
6.1 Меры предосторожности при проведении работ по ремонту системы впрыска
6.2 Принцип работы ЭСУД при различных условиях
6.3. Система впрыска
6.4. Неисправности системы впрыска
6.5. Проведение работ по ремонту и обслуживанию системы впрыска
6.6 Трос привода дроссельной заслонки
6.7. Электрический топливный насос
6.8 Топливный фильтр
6.9 Датчик уровня топлива в баке
7. Система Simos впрыска топлива 2,0-литрового двигателя
7.0 Система Simos впрыска топлива 2,0-литрового двигателя
7.1 Общее описание и работа системы Simos
7.2 Режим холостого хода
8. Система зажигания
8.0 Система зажигания
8.1 Общее описание и работа системы зажигания
8.2. Основные узлы и детали системы зажигания
8.3 Меры предосторожности при проведении работ по ремонту системы зажигания
8.4. Проведение работ по ремонту и обслуживанию системы зажигания
8.5. Распределитель зажигания 2,0-литрового двигателя
8.6 Регулировка момента зажигания 2,0-литрового двигателя
8.7. Свечи зажигания
9. Сцепление
9.0 Сцепление
9.1 Снятие сцепления
9.2 Проверка технического состояния и контроль сцепления
9.3 Установка сцепления
9.4. Привод выключения сцепления
9.5 Неисправности сцепления
10. Механическая 5-ступенчатая коробка передач
10.0 Механическая 5-ступенчатая коробка передач
10.1. Снятие и установка
10.2. Механизм переключения передач
10.3 Проверка уровня масла в коробке передач
11. Валы привода колес
11.0 Валы привода колес
11.1. Снятие и установка приводного вала
11.2 Ремонт приводного вала
12. Гидроусилитель рулевого управления
12.0 Гидроусилитель рулевого управления
12.1. Привод рулевого управления
12.2. Замена поперечных рулевых тяг
12.3. Гидравлическая система
12.4 Шланги, трубопроводы
13. Передняя подвеска
13.0 Передняя подвеска
13.1 Снятие и установка
13.2. Ремонт передней подвески
13.3 Стабилизатор поперечной устойчивости
13.4. Регулировка углов установки передних колес
14. Задняя подвеска
14.0 Задняя подвеска
14.1 Снятие и установка
14.2 Продольный рычаг подвески / пружины подвески — снятие и установка
14.3 Снятие и установка амортизаторов
14.4 Подшипники задних колес
15. Тормозная система
15.0 Тормозная система
15.1. Регулировка тормозной системы
15.2. Дисковые тормоза передних колес
15.3. Тормоза задних колес
15.4 Обработка тормозных дисков
15.5. Главный тормозной цилиндр
15.6 Проверка вакуумного усилителя тормозного привода
15.7 Прокачка тормозов
15.8. Стояночный тормоз
15.9. Система ABS (антиблокировочная тормозная система)
16. Электрооборудование
16.0 Электрооборудование
16.1. Аккумуляторная батарея
16.2. Генератор
16.3. Стартер
16.4. Стеклоочистители
16.5. Фары
16.6 Задние фонари
16.7 Замена ламп передних указателей поворота
17. Дизельный двигатель
17.0 Дизельный двигатель
17.1 Снятие и установка
17.2. Разборка и сборка
17.3. Головка блока цилиндров
17.4. Приводные ремни — поликлиновой и зубчатый
17.5. Шатунно-поршневая группа
17.6. Промежуточный вал
17.7 Маховик
17.8. Распределительный вал и сальник распределительного вала
17.9. Коленчатый вал и коренные подшипники
17.10. Блок цилиндров
18. Система смазки дизельного двигателя
18.0 Система смазки дизельного двигателя
18.1 Снятие и установка масляного картера
18.2. Масляный насос
18.3 Масляный фильтр
18.4 Проверка давления масла
18.5 Масляный радиатор
18.6 Замена моторного масла
19. Система охлаждения дизельного двигателя
19.0 Система охлаждения дизельного двигателя
19.1. Охлаждающая жидкость
19.2. Радиатор и вентилятор
19.3. Насос охлаждающей жидкости
19.4 Термостат
20. Система питания дизельного двигателя и турбокомпрессор
20.0 Система питания дизельного двигателя и турбокомпрессор
20.1 Меры предосторожности при проведении работ по ремонту системы впрыска
20.2 Дизельное топливо
20.3 Топливный фильтр
20.4. Топливный насос высокого давления
20.5 Регулировка момента впрыска
20.6 Форсунки
20.7. Турбокомпрессор
20.8 Свечи накаливания
20.9 Радиатор нагнетаемого воздуха
21. Карта технического обслуживания.
21.0 Карта технического обслуживания.
21.1 Регулярные операции
21.2 Каждые 12 месяцев или каждые 15 000 км
21.3 Технический осмотр каждые 12 месяцев
21.4 Технический осмотр каждые 24 месяца или каждые 30 000 км
21.5 Технический осмотр каждые 60 000 км
21.6 Технический осмотр каждые 120 000 км
22. Приложения
22.0 Приложения
22.1. Приложение 1. Технические данные и характеристики
22.2. Приложение 2. Основные данные для регулировок и контроля
22.3. Приложение 3. Моменты затяжки резьбовых соединений
23. Электросхемы
23.0 Электросхемы
23.1 Расположение электрических схем
23.2 Условные обозначения к электрическим схемам
23.3. Схемы