- Автопортал
- Руководство по ремонту Фольксваген Шаран 1995-2000 г.в.
- Ремонт головки блока цилиндров
Ремонт головки блока цилиндров Фольксваген Шаран
Пружины клапанов и направляющие втулки клапанов
Для полноценного контроля пружин клапанов следует использовать специальный инструмент для проверки пружин. Если его нет, тогда установите пружины в ряд на гладкой поверхности таким образом, чтобы закрытая накатка находилась в нижней части. Поставьте рядом с пружиной стальной уголок и измерьте зазор между верхней частью пружины и уголком. Зазор не должен составлять больше 2,0 мм. В противном случае пружина перекошена.
Направляющие втулки клапанов
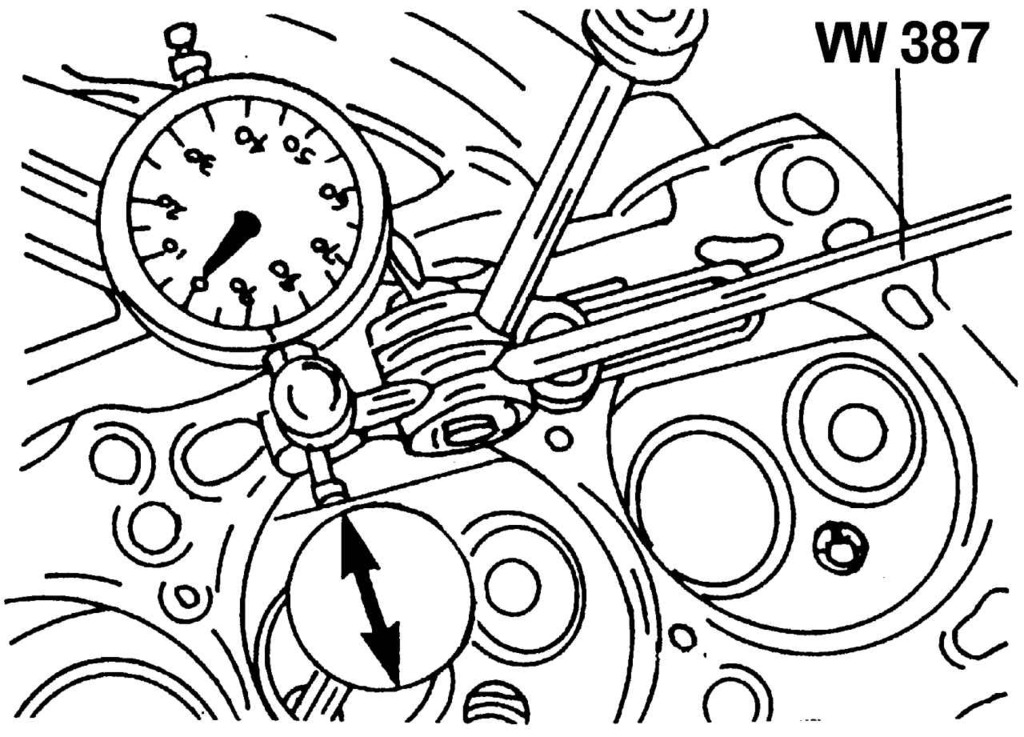
| | Рис. 38. Контроль биения стержня клапана внутри направляющей втулки с помощью измерительного прибора VW387
|
Контроль биения стержня клапана внутри направляющей втулки выполняется с помощью измерительного прибора VW387, стрелочного индикатора (
рис. 38).
| | Рис. 37. Детали механизма привода клапанов: 1 — гидравлический толкатель; 2 — половины стержня клапана (сухари); 3 — верхняя тарелка пружины клапана; 4 — пружины клапана; 5 — маслоотражательный колпачок; 6 — направляющая втулка клапана; 7 — головка блока цилиндров; 8 — клапаны; a — высота головки блока цилиндров
|
Покачайте тарелку клапана в верхней части вперед-назад и проверьте показания стрелочного индикатора. Если он показывает величину больше, чем 1,0 мм на впускных клапанах, и больше, чем 1,3 мм — на выпускных, то направляющую втулку клапана необходимо заменить. Следует проверить также общее состояние головки блока цилиндров перед тем, как заменять направляющие втулки клапанов. Головка блока цилиндров с маленькими царапинами между седлами клапанов или между седлом клапана и резьбой отверстия свечи могут быть переточены и использованы повторно, при условии, что ширина царапин не превышает 0,5 мм. После переточки головки блока цилиндров величина a (см.
рис. 37) должна быть не менее 139,50 мм. Это — минимальный размер. Номинальный размер высоты головки блока цилиндров составляет (140 ± 0,1) мм. Измерения следует проводить либо штангенциркулем, либо измерительной линейкой, поставив головку блока цилиндров на ровную поверхность;
- положите головку блока цилиндров на прессовальный стол для снятия направляющей втулки клапана;
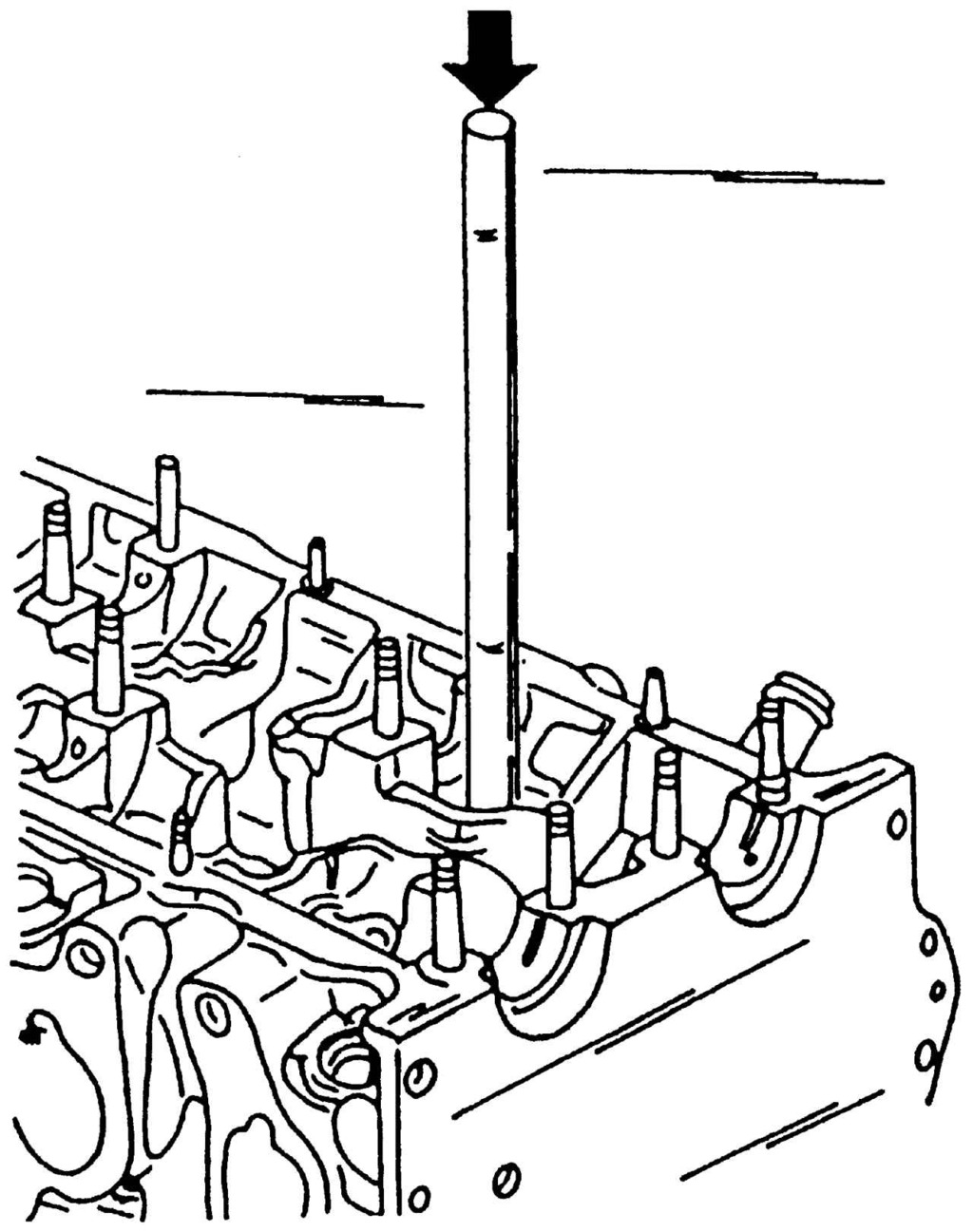
| | Рис. 39. Выпрессовывание направляющей втулки клапана. Новые втулки запрессовываются с той же стороны
|
- снятие направляющей втулки клапана производится их выпрессовыванием со стороны распределительных валов головки блока цилиндров (
рис. 39) с помощью пробойника.
Головку блока цилиндров можно нагреть для того, чтобы облегчить эту работу. На пробойник нужно прикрутить цапфу, которая подходит по размеру к внутренней стороне направляющей втулки клапана:
- при замене направляющей втулки клапана меняют и сам клапан. После чего нужно переточить седла клапанов;
- новые направляющие втулки клапанов перед установкой смажьте моторным маслом и впрессуйте их со стороны распределительных валов в холодную головку блока цилиндров таким образом, чтобы буртик направляющей втулки клапана вошел в головку блока цилиндров. Давление запрессовки при этом не должно быть больше чем 1 т, так как в противном случае буртик может быть срезан. Головка блока цилиндров должна лежать на совершенно плоской поверхности;
- после запрессовки разверните отверстия в направляющей втулке впускных и выпускных клапанов разверткой на 7,0 мм;
- после замены направляющих втулок клапанов седла клапанов следует притереть;
- после притирки тщательно промойте седла и каналы головки цилиндров и продуйте сжатым воздухом.
Седла клапанов
Проверка и ремонт седел клапанов проводится следующим образом:
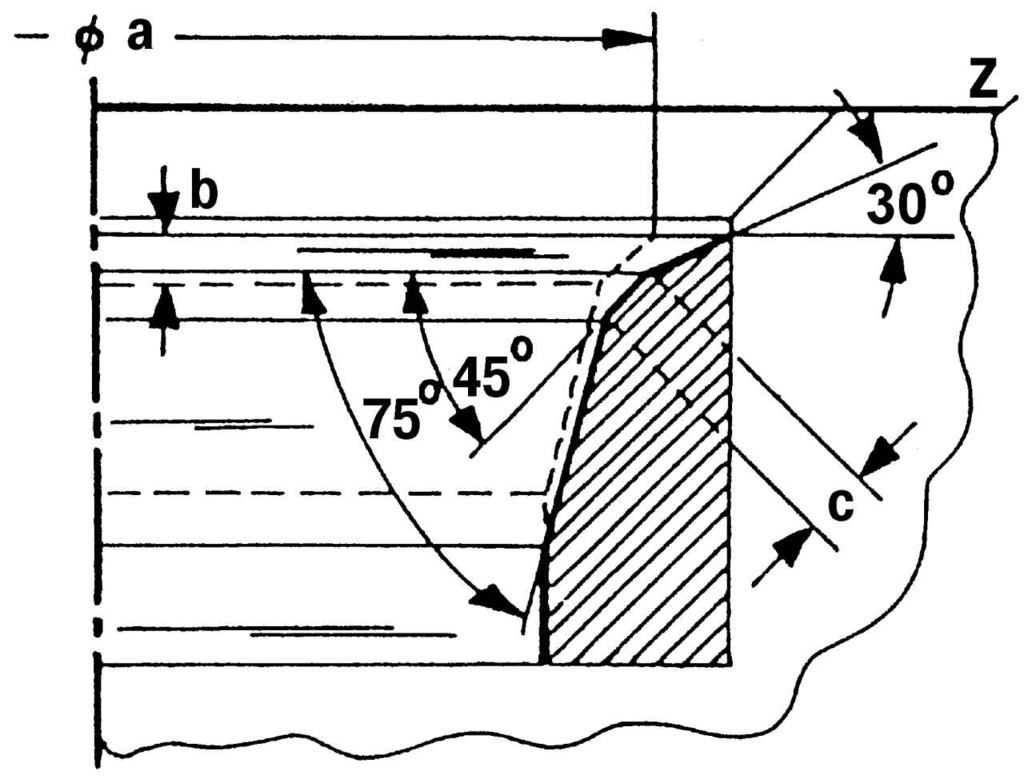
| | Рис. 40. Седла впускных клапанов: a — диаметр седла клапана (смотри таблицу регулировок и контроля); b — максимальный размер после ремонта; c — ширина седла клапана, 1,7 мм; z — нижний край головки блока цилиндров; 30° — верхний корректировочный угол; 45° — угол фаски седла клапана; 75° — нижний корректировочный угол
|
- проверьте все седла клапанов на износ и наличие царапин. На рабочих фасках седел (зона контакта с клапанами) не должно быть точечных раковин, коррозии и повреждений. Небольшие повреждения можно устранить шлифованием седел — 45° фрезой. При этом снимайте как можно меньше металла. Шлифовать можно как вручную, так и с помощью шлифовальной машинки. Если седла изношены сильно, то их следует отфрезеровать заново. Форма фасок седел клапанов показана на
| | Рис. 41. Седла выпускных клапанов: a — диаметр седла клапана (смотри таблицу регулировок и контроля); b — максимальный размер после ремонта; c –ширина седла клапана, 2,4 мм; z — нижний край головки блока цилиндров; 30° — верхний корректировочный угол; 45° — угол фаски седла клапана
|
- проведите следующие замеры, чтобы соблюсти размеры b, для этого:
- вставьте клапан в его направляющую втулку и нажмите на седло клапана;
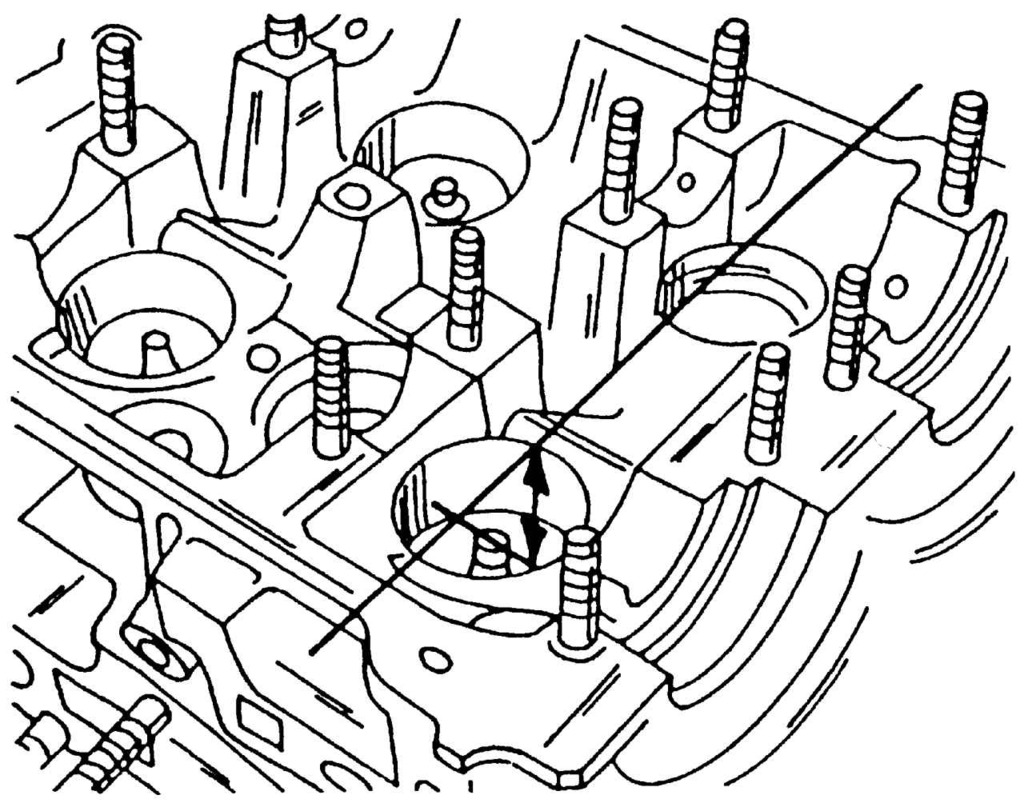
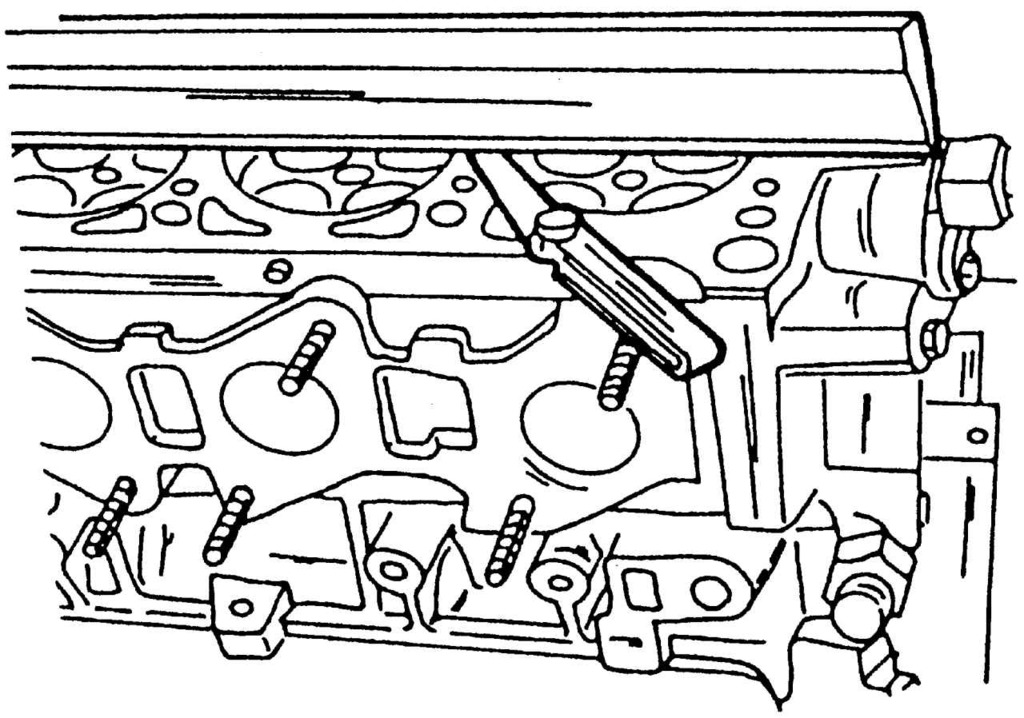
| | Рис. 42. Измерение высоты выступа конца стержня клапана над верхним краем головки блока цилиндров
|
- измерьте высоту выступа конца стержня клапана над верхним краем головки блока цилиндров (
рис. 42). Для этого положите на плоскость головки блока цилиндров измерительную линейку. На впускных клапанах она должна составлять 33,9 мм, а на выпускных клапанах — 34,1 мм;
- вычислите величину b, для чего необходимо от измеренной величины вычесть минимальное расстояние.
Это необходимо, чтобы не расточить седла клапанов в головке блока цилиндров слишком сильно. Седла клапанов следует отфрезеровать и в том случае, если были установлены новые направляющие втулки. Для этого нужно:
- слегка обработать фрезой под углом 45°, а после этого фрезой под углом 30° верхний край седла клапана, чтобы уменьшать ширину седла с клапана и довести ее до значения 1,7 мм — для впускных и 2,0 мм — для выпускных клапанов. Обработку следует прекратить, как только размеры седла клапана достигнут указанных размеров. Седла выпускных клапанов имеют ограничители диаметра. При проведении обработки следите за тем, чтобы не повредить эти ограничители;
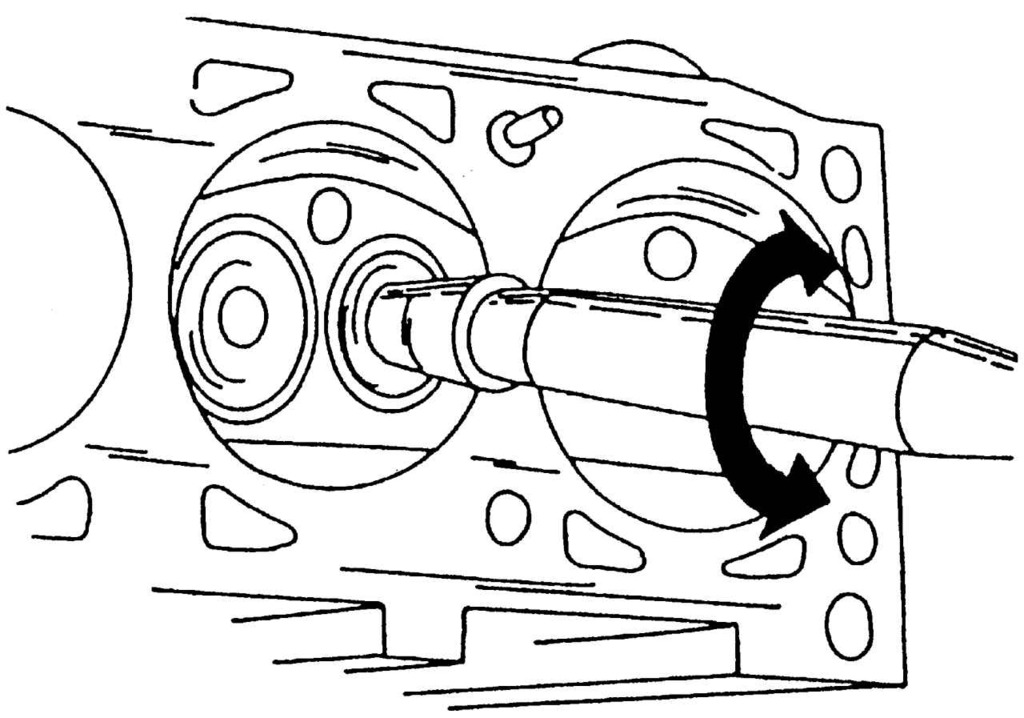
| | Рис. 43. Притирание клапана с помощью присоски
|
- отшлифуйте обработанные седла клапанов. Для этого нанесите на седло клапана небольшое количество притирочной алмазной пасты и установите клапан в соответствующее седло. Прикрепите на клапан присоску и вращайте клапан с ее помощью вперед-назад (
рис. 43);
- проверьте седло клапана в месте тарелки клапана и уплотнительного кольца. Должно быть видно беспрерывное, матовое кольцо на обеих деталях;
- нанесите карандашом несколько черточек на кольце в тарелке клапана. Черточки должны быть нарисованы вокруг кольца с интервалом примерно 1 мм. После этого осторожно вставьте клапан в направляющую втулку, опустите его на седло и поверните по окружности на 90°, прилагая к клапану небольшое усилие;
- выньте клапан и проверьте, исчезли ли нанесенные карандашом линии с уплотнительного кольца;
- после притирки тщательно очистите все части от грязи и притирочной пасты. Если ширина седла клапана соответствует указанным размерам, то головку блока цилиндров можно устанавливать. В противном случае седла клапанов необходимо обработать повторно или в самом крайнем случае установить новую головку блока цилиндров.
Клапаны
Удалите нагар с клапанов. Проверьте, не деформирован ли стержень и нет ли трещин на тарелке, для чего:
| | Рис. 44. Контрольные размеры клапанов: a — диаметр тарелки клапана; b — диаметр стержня клапана; c — длина клапана
|
- проведите замеры в соответствии с
рис. 44 и замените все несоответствующие этим размерам клапаны. Величины a, b и c можно взять из таблицы допусков и контроля;
- если изношен конец стержня клапана, то его можно отшлифовать на шлифовальном станке, при условии, что при шлифовке будет снято не более 0,50 мм металла;
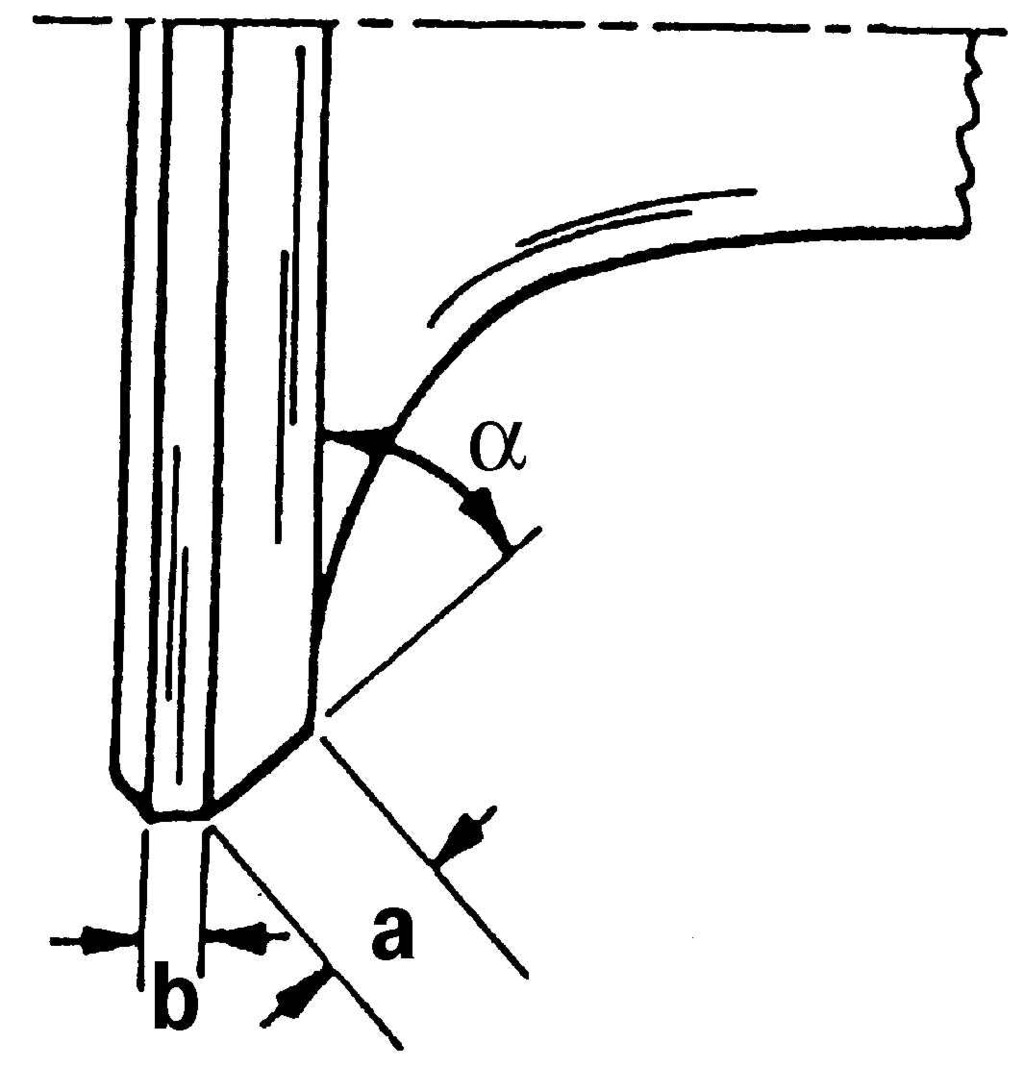
| | Рис. 45. Размеры при шлифовании фасок клапанов: a = 45°; a = максимум 3,5 мм; b = минимум 0,5 мм
|
- тарелки впускных клапанов могут быть отшлифованы на станке для шлифования клапанов, при условии, что величина b (
рис. 45) будет не меньше 0,5 мм.
| Предупреждение Шлифование на станке недопустимо для выпускных клапанов, так как они сделаны из специального материала. Только притиркой с помощью пасты можно попробовать снова привести выпускные клапаны в норму. В противном случае их следует заменить. |
Головка блока цилиндров
Тщательно вымойте головку блока цилиндров и очистите масляные каналы. Удалите нагар из камер сгорания и с поверхности выпускных каналов металлической щеткой. Тщательно почистите контактные плоскости головки блока цилиндров и блока цилиндров. Осмотрите головку блока цилиндров. На опорах под шейки распределительного вала и в отверстиях под толкатели клапанов не должно быть задиров и повреждений. Трещины в любых местах головки блока цилиндров не допускаются.
| | Рис. 46. Проверка головки блока цилиндров на деформацию с помощью измерительной линейки и щупа
|
Проверьте поверхность головки блока цилиндров на деформацию (
рис. 46).
Для этого положите на головку измерительную линейку и с помощью измерительного щупа проверьте зазор вдоль, поперек и по диагонали. Если он не превышает 0,10 мм, то головку блока цилиндров можно шлифовать. В случае если зазор в каком-либо месте больше, то головку блока цилиндров следует заменить, так как снятие большего слоя металла может отрицательно сказаться на компрессии двигателя.
Распределительные валы
Распределительные валы не являются взаимозаменяемыми прежде всего из-за наличия на одном из них датчика Холла. Валы различаются по номеру для заказа запасных частей.
При осмотре распределительных валов обращайте внимание на поверхности опорных шеек (места расположения подшипников), кулачков, которые должны быть хорошо отполированы и не иметь повреждений. Если обнаружатся следы заедания или глубокие риски, распределительный вал следует заменить.
Перед установкой распределительных валов необходимо выполнить следующие работы:
| | Рис. 47. Измерение радиального биения распределительного вала
|
- установите распределительный вал крайними шейками на две призмы или между зажимами токарного станка и установите измерительный прибор в месте среднего подшипника (шейки) распределительного вала (
рис. 47);
- медленно вращайте распределительный вал и следите за показаниями измерительного прибора. Если по показаниям прибора радиальное биение превысит 0,01 мм, то распределительный вал должен быть заменен, так как он деформирован. Аналогичным способом проверьте второй вал;
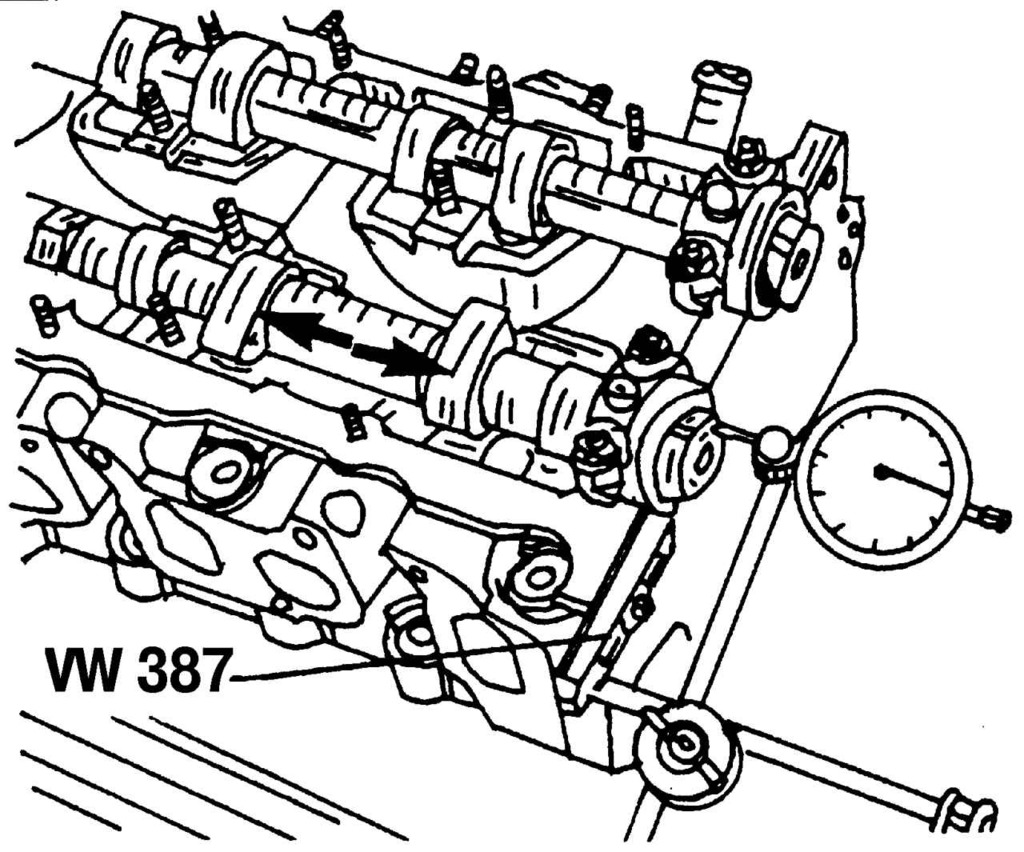
| | Рис. 48. Измерение осевого зазора распределительного вала
|
- для измерения осевого зазора распределительных валов, вставьте их оба в головку блока цилиндров (без толкателей), зафиксируйте крайними подшипниками и разместите головку блока цилиндров на плоской поверхности. Установите измерительный прибор с торца головки блока цилиндров и покачайте вал вперед-назад в осевом направлении (
рис. 48, показано стрелками). Осевой зазор не должен превышать 0,15 мм. В противном случае изношена рабочая поверхность крышки подшипника.
1. Введение
1.0 Введение
1.1 Новый VW Sharan
1.2 Идентификация автомобиля
1.3 Общие рекомендации по ремонту автомобиля
1.4 Условия проведения работ и используемый инструмент
1.5 Правильный подъем автомобиля
1.6. Работы по ремонту и обслуживанию
1.7 Смазочные материалы, герметики, Loctite
1.8 Правила обращения с резьбовыми соединениями, болтами, гайками
2. Двигатель VR6
2.0 Двигатель VR6
2.1. Cнятие и установка
2.2. Разборка и сборка
2.3. Головка блока цилиндров и клапаны
2.4. Поршни и шатуны
2.5 Блок цилиндров
2.6. Коленчатый вал и коренные подшипники
2.7. Привод механизма газораспределения
2.8 Промежуточный вал
2.9 Проверка компрессии в цилиндрах двигателя
2.10. Система выпуска отработавших газов
3. Двухлитровый двигатель (ADY)
3.0 Двухлитровый двигатель (ADY)
3.1 Снятие и установка
3.2. Разборка и сборка
3.3. Головка блока цилиндров и клапаны
3.4. Поршни и шатуны
3.5 Блок цилиндров
3.6. Коленчатый вал и коренные подшипники
3.7. Привод механизма газораспределения
3.8 Регулировка натяжения приводного ремня агрегатов двигателя
3.9 Промежуточный вал
4. Система смазки двигателя
4.0 Система смазки двигателя
4.1 Снятие и установка поддона картера
4.2. Масляный насос
4.3 Масляный фильтр
4.4 Проверка давления масла
4.5 Масляный радиатор
4.6 Замена масла в двигателе
5. Система охлаждения
5.0 Система охлаждения
5.1. Охлаждающая жидкость
5.2. Радиатор и вентилятор
5.3. Насос водяного охлаждения 2,0-литрового двигателя
5.4. Насос водяного охлаждения двигателя VR6
5.5 Термостат 2,0-литрового двигателя
5.6 Термостат двигателя VR6
5.7 Поликлиновой ремень
5.8 Циркуляционный насос охлаждающей жидкости
6. Система впрыска топлива двигателя VR6
6.0 Система впрыска топлива двигателя VR6
6.1 Меры предосторожности при проведении работ по ремонту системы впрыска
6.2 Принцип работы ЭСУД при различных условиях
6.3. Система впрыска
6.4. Неисправности системы впрыска
6.5. Проведение работ по ремонту и обслуживанию системы впрыска
6.6 Трос привода дроссельной заслонки
6.7. Электрический топливный насос
6.8 Топливный фильтр
6.9 Датчик уровня топлива в баке
7. Система Simos впрыска топлива 2,0-литрового двигателя
7.0 Система Simos впрыска топлива 2,0-литрового двигателя
7.1 Общее описание и работа системы Simos
7.2 Режим холостого хода
8. Система зажигания
8.0 Система зажигания
8.1 Общее описание и работа системы зажигания
8.2. Основные узлы и детали системы зажигания
8.3 Меры предосторожности при проведении работ по ремонту системы зажигания
8.4. Проведение работ по ремонту и обслуживанию системы зажигания
8.5. Распределитель зажигания 2,0-литрового двигателя
8.6 Регулировка момента зажигания 2,0-литрового двигателя
8.7. Свечи зажигания
9. Сцепление
9.0 Сцепление
9.1 Снятие сцепления
9.2 Проверка технического состояния и контроль сцепления
9.3 Установка сцепления
9.4. Привод выключения сцепления
9.5 Неисправности сцепления
10. Механическая 5-ступенчатая коробка передач
10.0 Механическая 5-ступенчатая коробка передач
10.1. Снятие и установка
10.2. Механизм переключения передач
10.3 Проверка уровня масла в коробке передач
11. Валы привода колес
11.0 Валы привода колес
11.1. Снятие и установка приводного вала
11.2 Ремонт приводного вала
12. Гидроусилитель рулевого управления
12.0 Гидроусилитель рулевого управления
12.1. Привод рулевого управления
12.2. Замена поперечных рулевых тяг
12.3. Гидравлическая система
12.4 Шланги, трубопроводы
13. Передняя подвеска
13.0 Передняя подвеска
13.1 Снятие и установка
13.2. Ремонт передней подвески
13.3 Стабилизатор поперечной устойчивости
13.4. Регулировка углов установки передних колес
14. Задняя подвеска
14.0 Задняя подвеска
14.1 Снятие и установка
14.2 Продольный рычаг подвески / пружины подвески — снятие и установка
14.3 Снятие и установка амортизаторов
14.4 Подшипники задних колес
15. Тормозная система
15.0 Тормозная система
15.1. Регулировка тормозной системы
15.2. Дисковые тормоза передних колес
15.3. Тормоза задних колес
15.4 Обработка тормозных дисков
15.5. Главный тормозной цилиндр
15.6 Проверка вакуумного усилителя тормозного привода
15.7 Прокачка тормозов
15.8. Стояночный тормоз
15.9. Система ABS (антиблокировочная тормозная система)
16. Электрооборудование
16.0 Электрооборудование
16.1. Аккумуляторная батарея
16.2. Генератор
16.3. Стартер
16.4. Стеклоочистители
16.5. Фары
16.6 Задние фонари
16.7 Замена ламп передних указателей поворота
17. Дизельный двигатель
17.0 Дизельный двигатель
17.1 Снятие и установка
17.2. Разборка и сборка
17.3. Головка блока цилиндров
17.4. Приводные ремни — поликлиновой и зубчатый
17.5. Шатунно-поршневая группа
17.6. Промежуточный вал
17.7 Маховик
17.8. Распределительный вал и сальник распределительного вала
17.9. Коленчатый вал и коренные подшипники
17.10. Блок цилиндров
18. Система смазки дизельного двигателя
18.0 Система смазки дизельного двигателя
18.1 Снятие и установка масляного картера
18.2. Масляный насос
18.3 Масляный фильтр
18.4 Проверка давления масла
18.5 Масляный радиатор
18.6 Замена моторного масла
19. Система охлаждения дизельного двигателя
19.0 Система охлаждения дизельного двигателя
19.1. Охлаждающая жидкость
19.2. Радиатор и вентилятор
19.3. Насос охлаждающей жидкости
19.4 Термостат
20. Система питания дизельного двигателя и турбокомпрессор
20.0 Система питания дизельного двигателя и турбокомпрессор
20.1 Меры предосторожности при проведении работ по ремонту системы впрыска
20.2 Дизельное топливо
20.3 Топливный фильтр
20.4. Топливный насос высокого давления
20.5 Регулировка момента впрыска
20.6 Форсунки
20.7. Турбокомпрессор
20.8 Свечи накаливания
20.9 Радиатор нагнетаемого воздуха
21. Карта технического обслуживания.
21.0 Карта технического обслуживания.
21.1 Регулярные операции
21.2 Каждые 12 месяцев или каждые 15 000 км
21.3 Технический осмотр каждые 12 месяцев
21.4 Технический осмотр каждые 24 месяца или каждые 30 000 км
21.5 Технический осмотр каждые 60 000 км
21.6 Технический осмотр каждые 120 000 км
22. Приложения
22.0 Приложения
22.1. Приложение 1. Технические данные и характеристики
22.2. Приложение 2. Основные данные для регулировок и контроля
22.3. Приложение 3. Моменты затяжки резьбовых соединений
23. Электросхемы
23.0 Электросхемы
23.1 Расположение электрических схем
23.2 Условные обозначения к электрическим схемам
23.3. Схемы